
Categories
- Our Blog (243)
- Technology Support (23)
- Tools Published (0)

DA-41
The compact press brake control Operation Manual V4, GB
Table of contents
Introduction

The DA-41 is a programmable control for conventional press brake machines.This manual assumes that the DA-41 is configured using the bending depth formula. If the unit is configured for bending depth calculation based on tables please refer to the version 2 user manual (8064-901C). If you are not sure which method is config- ured please contact your machine supplier.
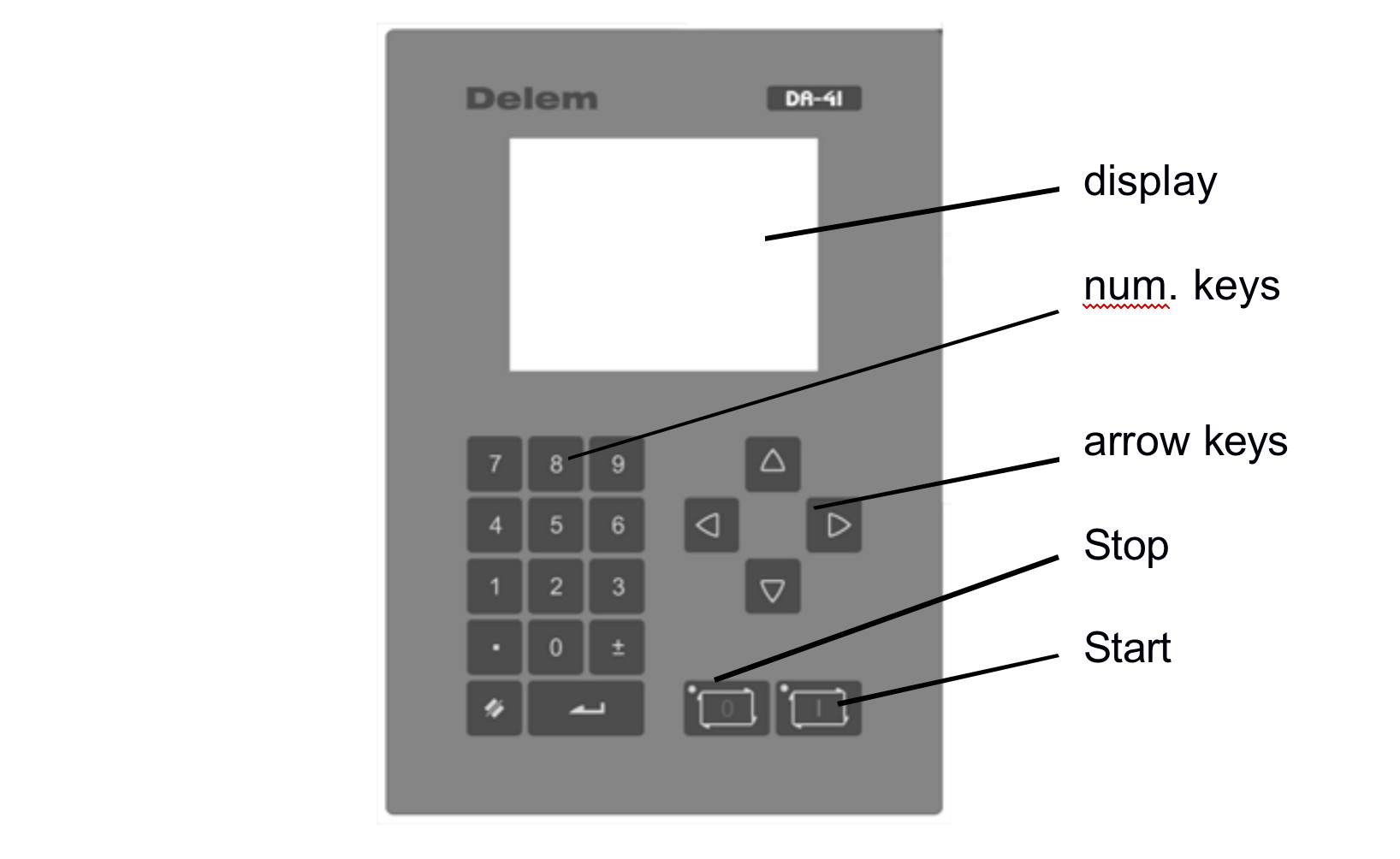
The keyboard contains the following keys:
At the top of the screen, the different operation modes are repre- sented by symbols.
Introduction
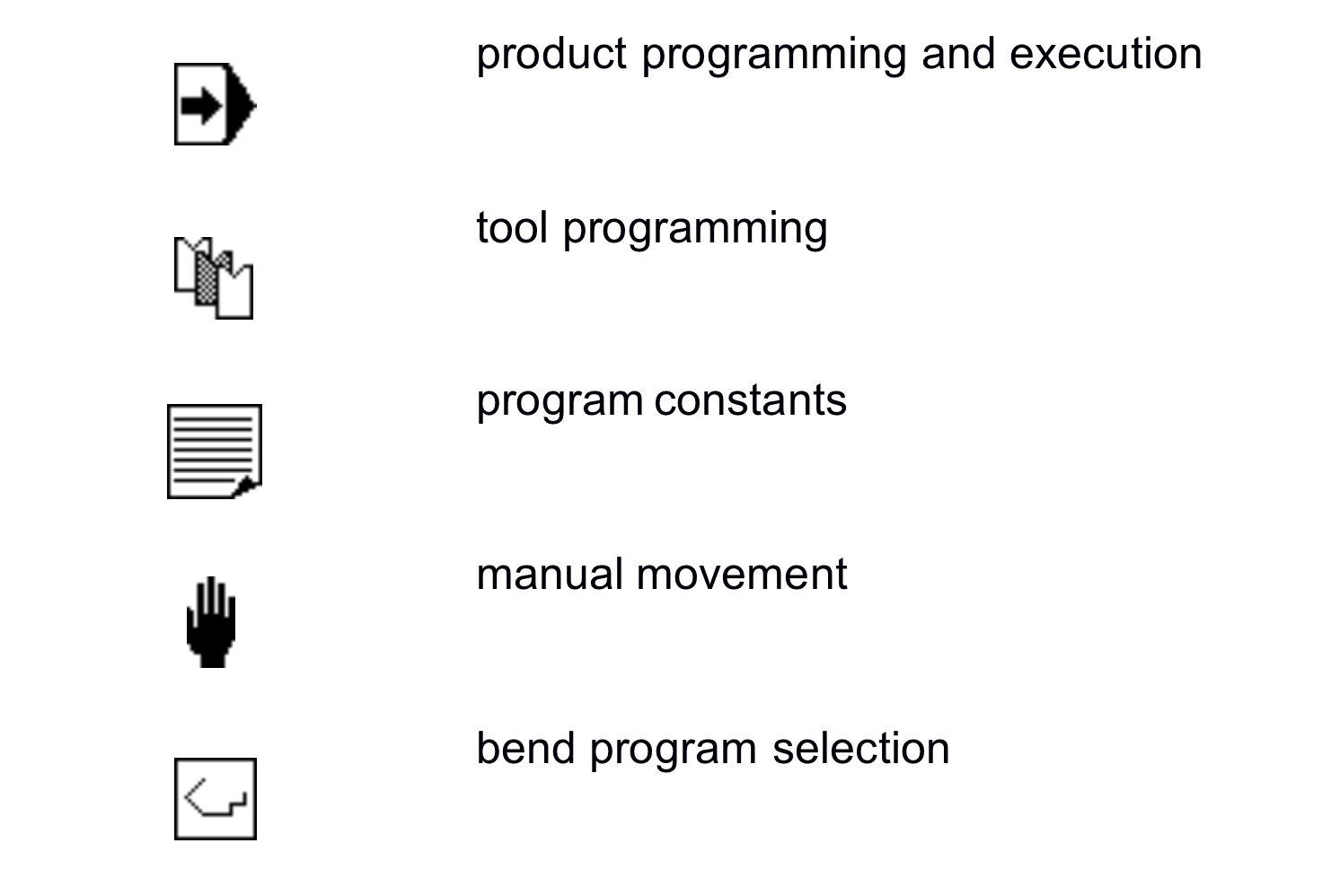
It is indicated in the top of the screen which mode is activ
Product programming
Product programming
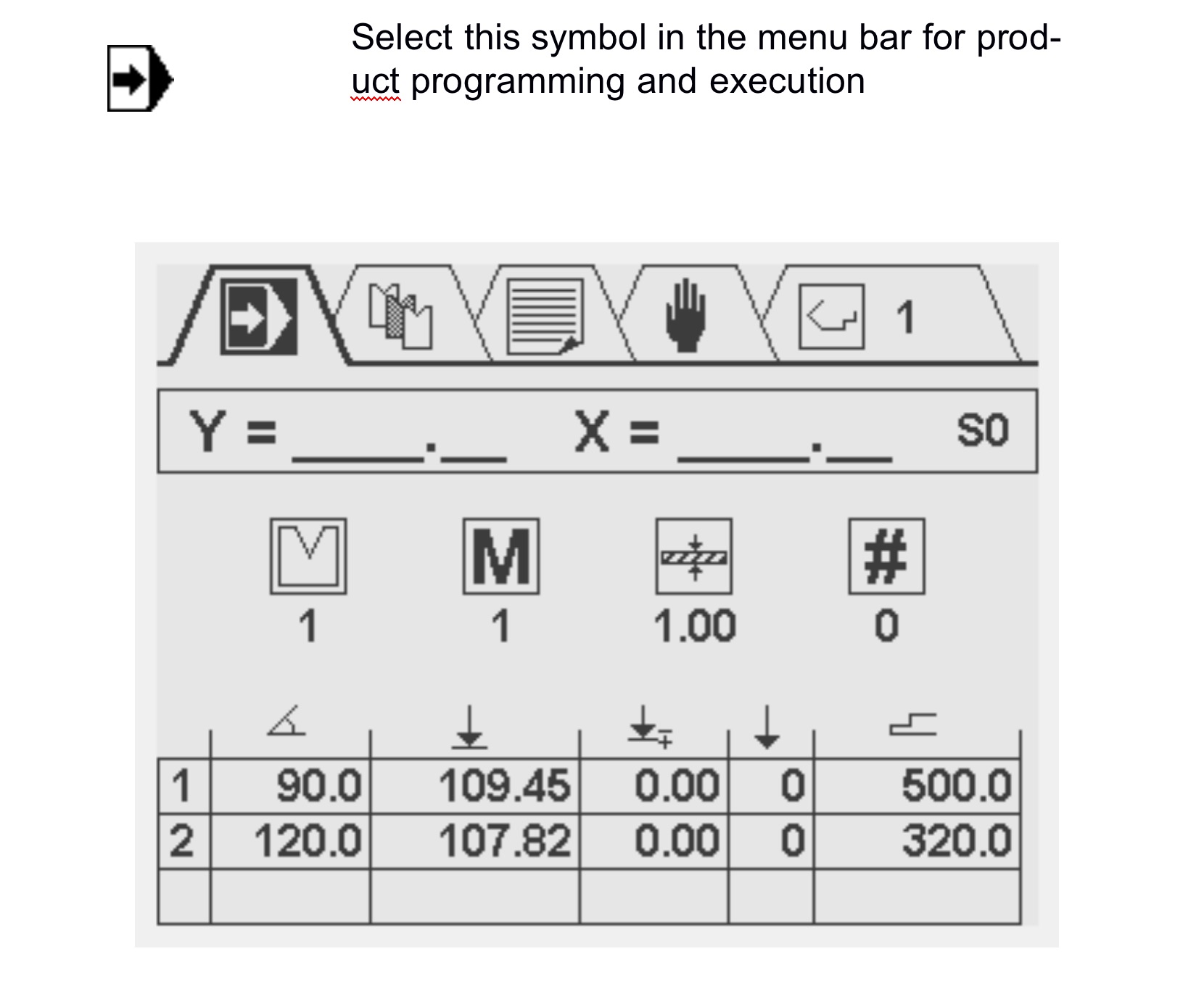
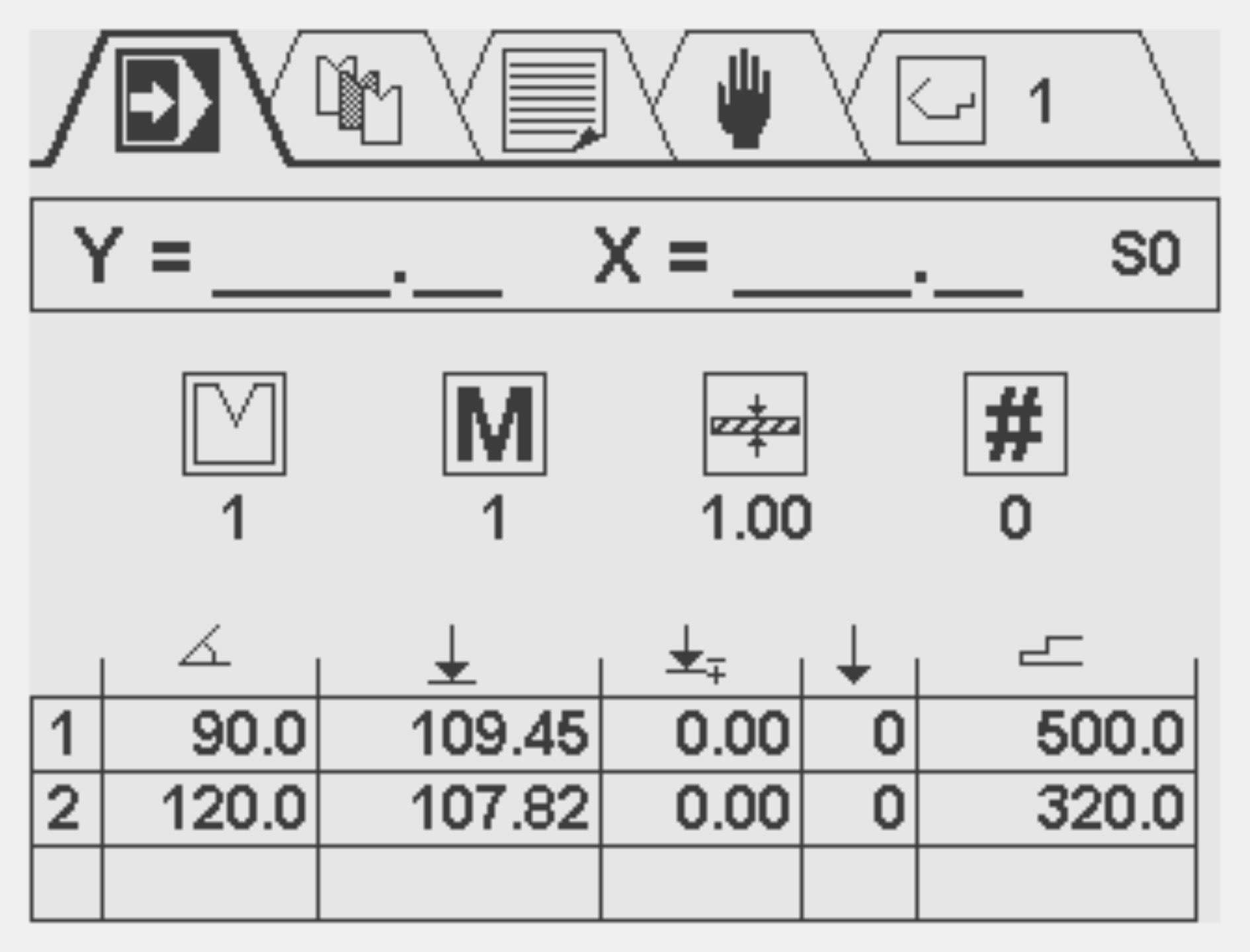
This programming screen in divided into three areas. From top to bottom these are:
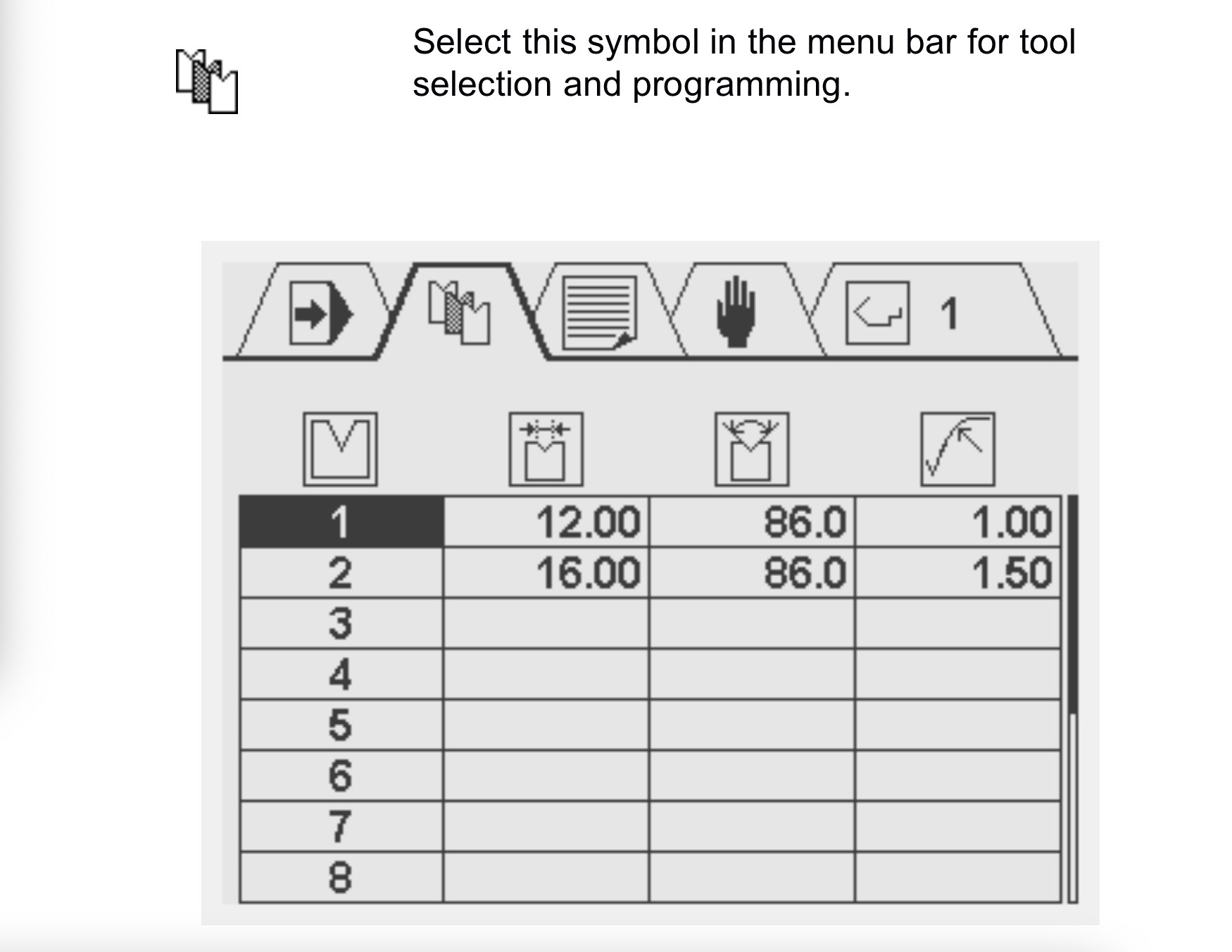
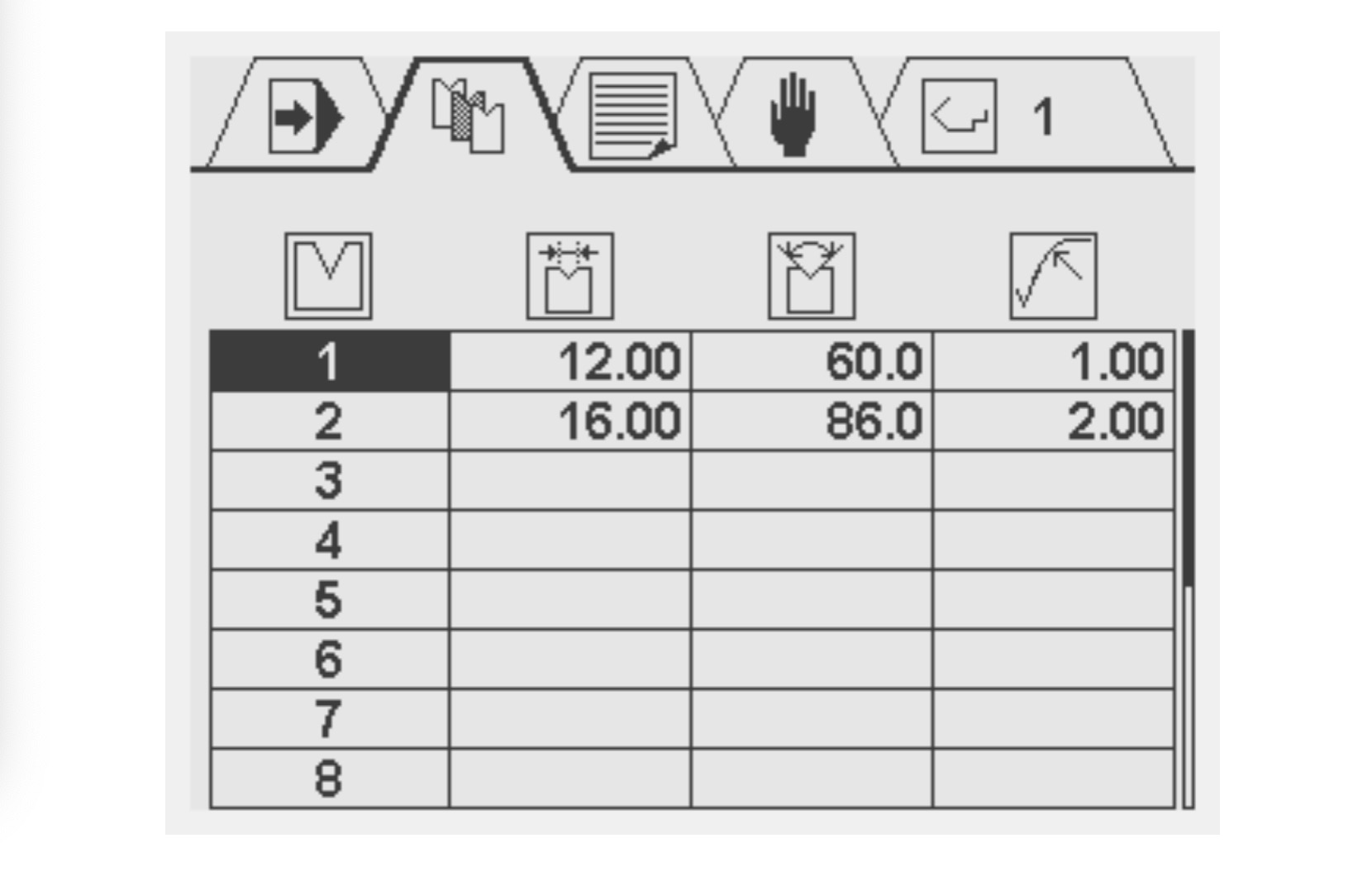
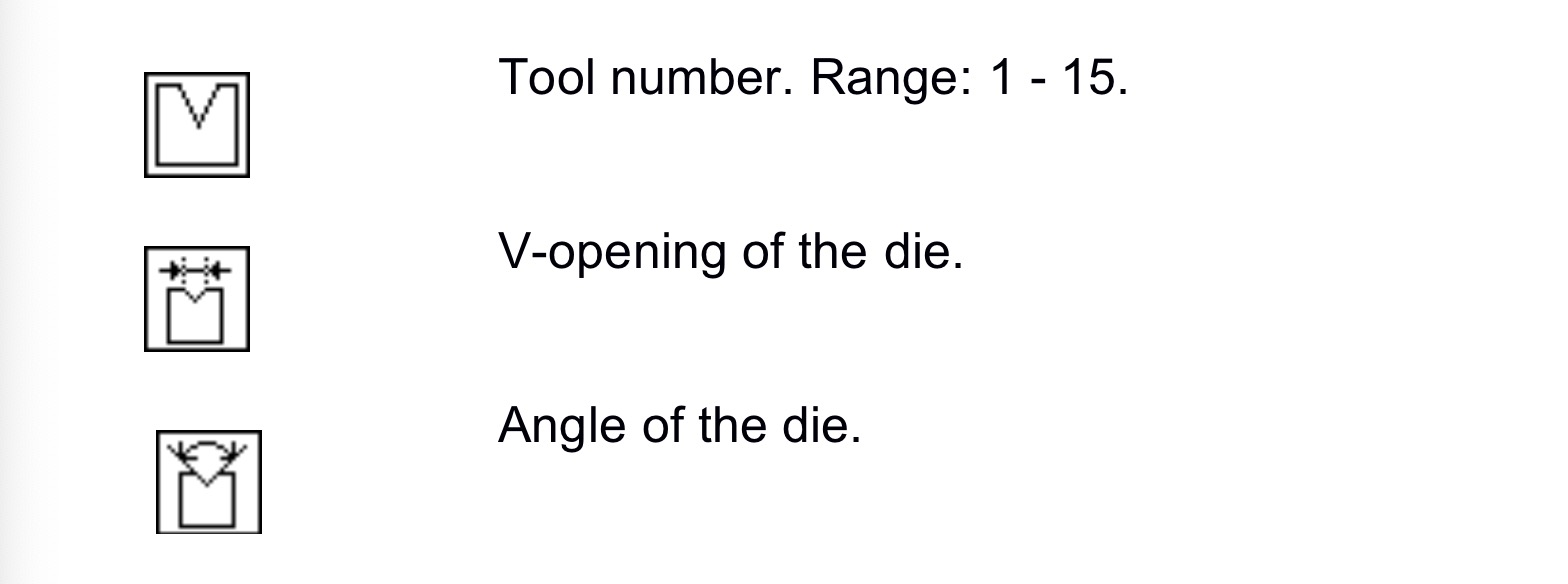
This screen displays an overview of the available tools. The table indicates the tool number, the V-opening, the tool angle and radius. During product programming, the programmed tool properties are used for the calculation of Y-axis values. To enter the tool properties place the cursor on the applicable field of a tool and simply enter the desired value.
Program constants
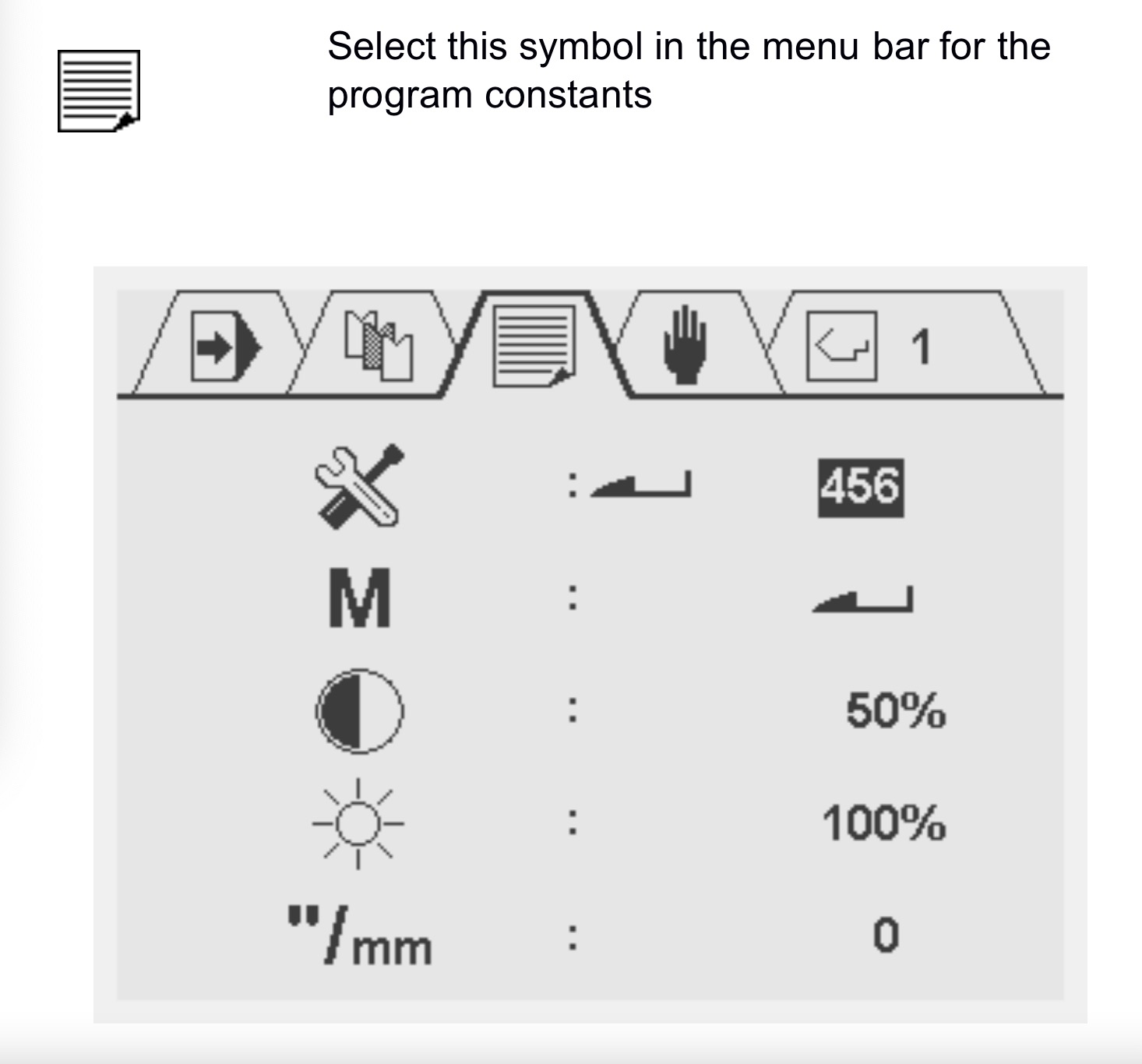
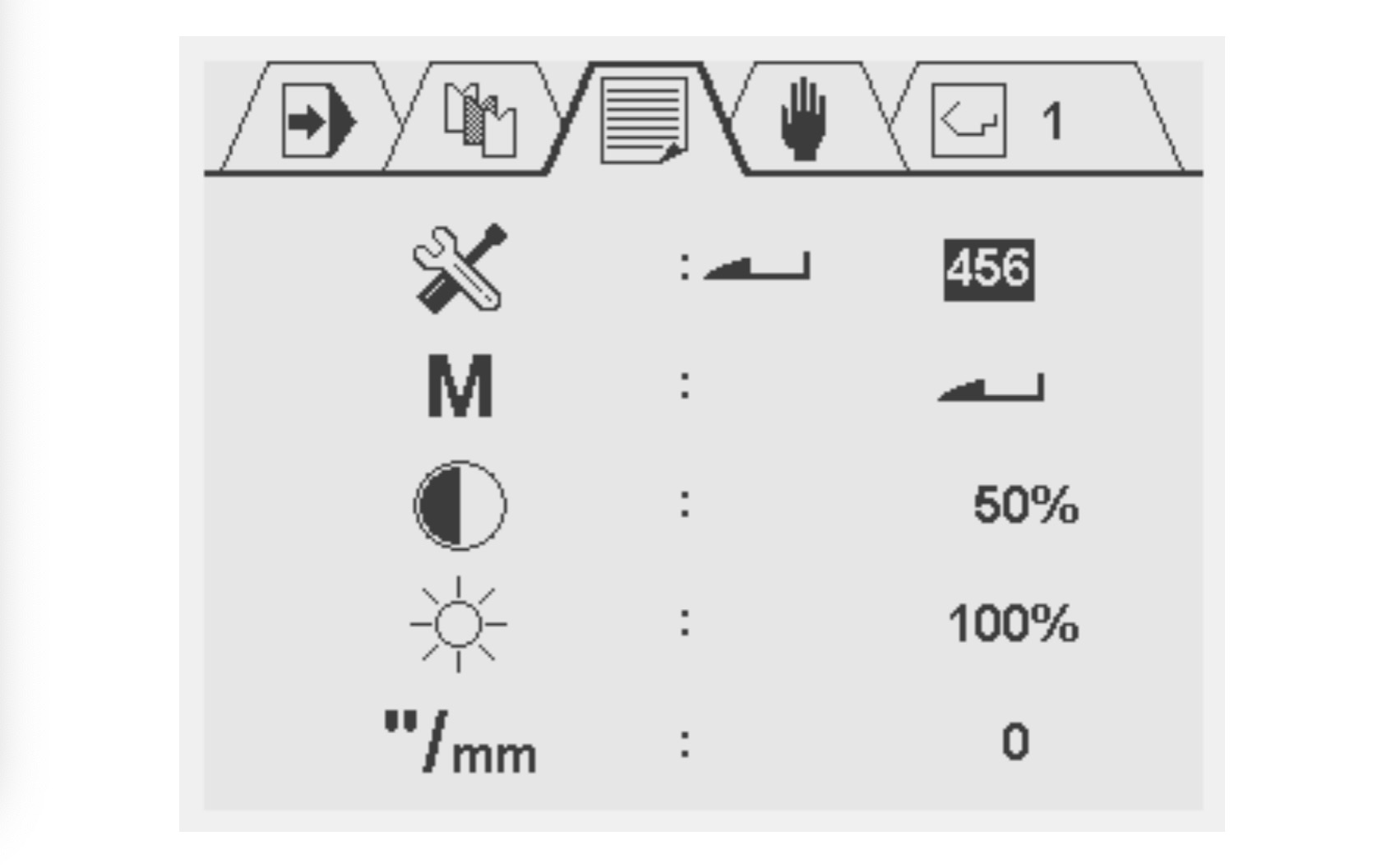
In this screen, several control settings can be viewed and changed.c
Parameters (except the read-only ones) can be edited using the arrow keys (left and right) or they can be programmed numeri- cally. The program constants menu can be exit by navigating to the upper symbol menu with the arrow up key or by pressing the STOP button to return directly to the automatic production mode.
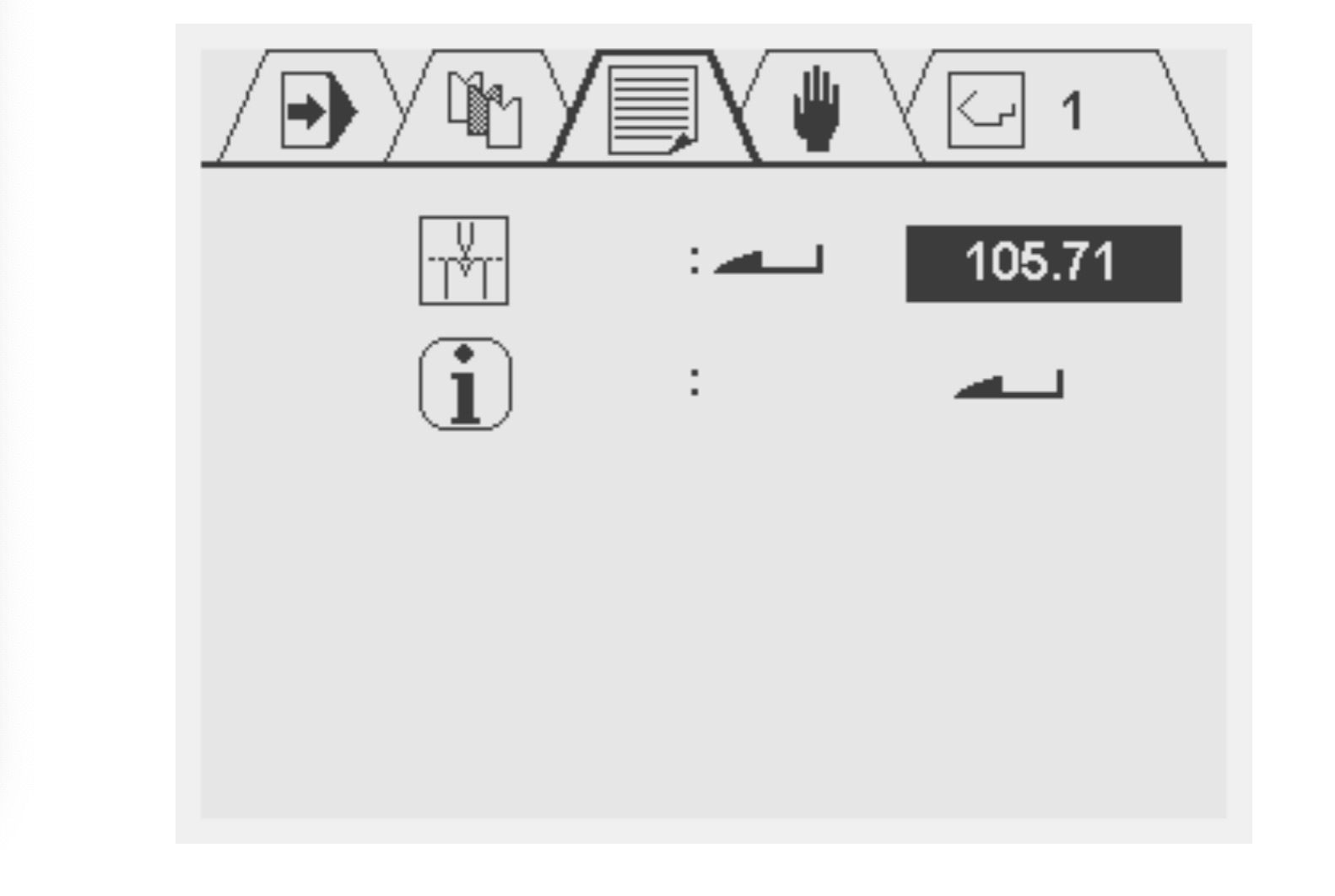
In the service screen the actual calibration point can be pro- grammed and an overview of actual system information is avail- able.
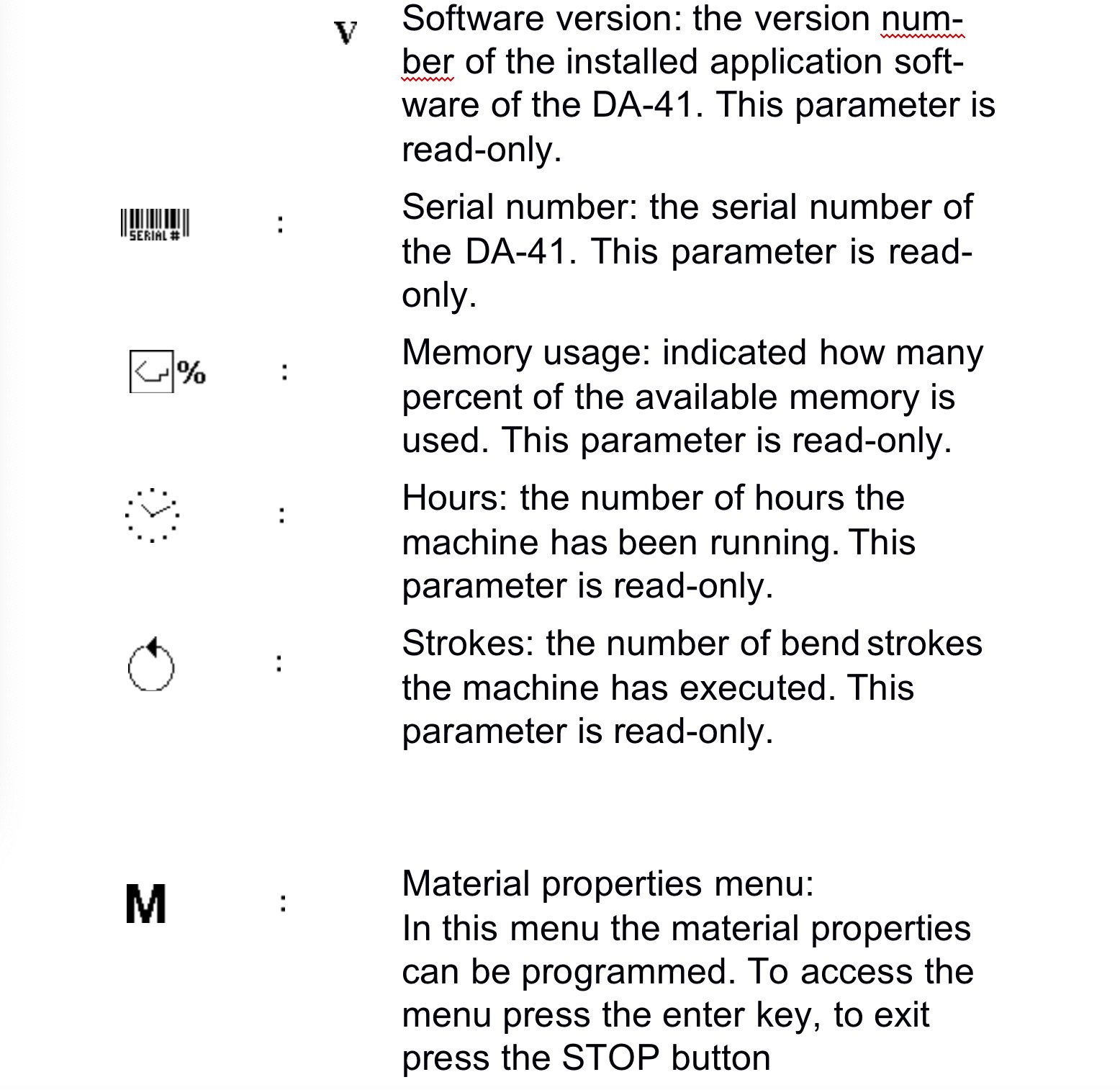
To access the System information screen place the cursor on the System information screen parameter and press the enter key. In the service information screen the following information is viewed.
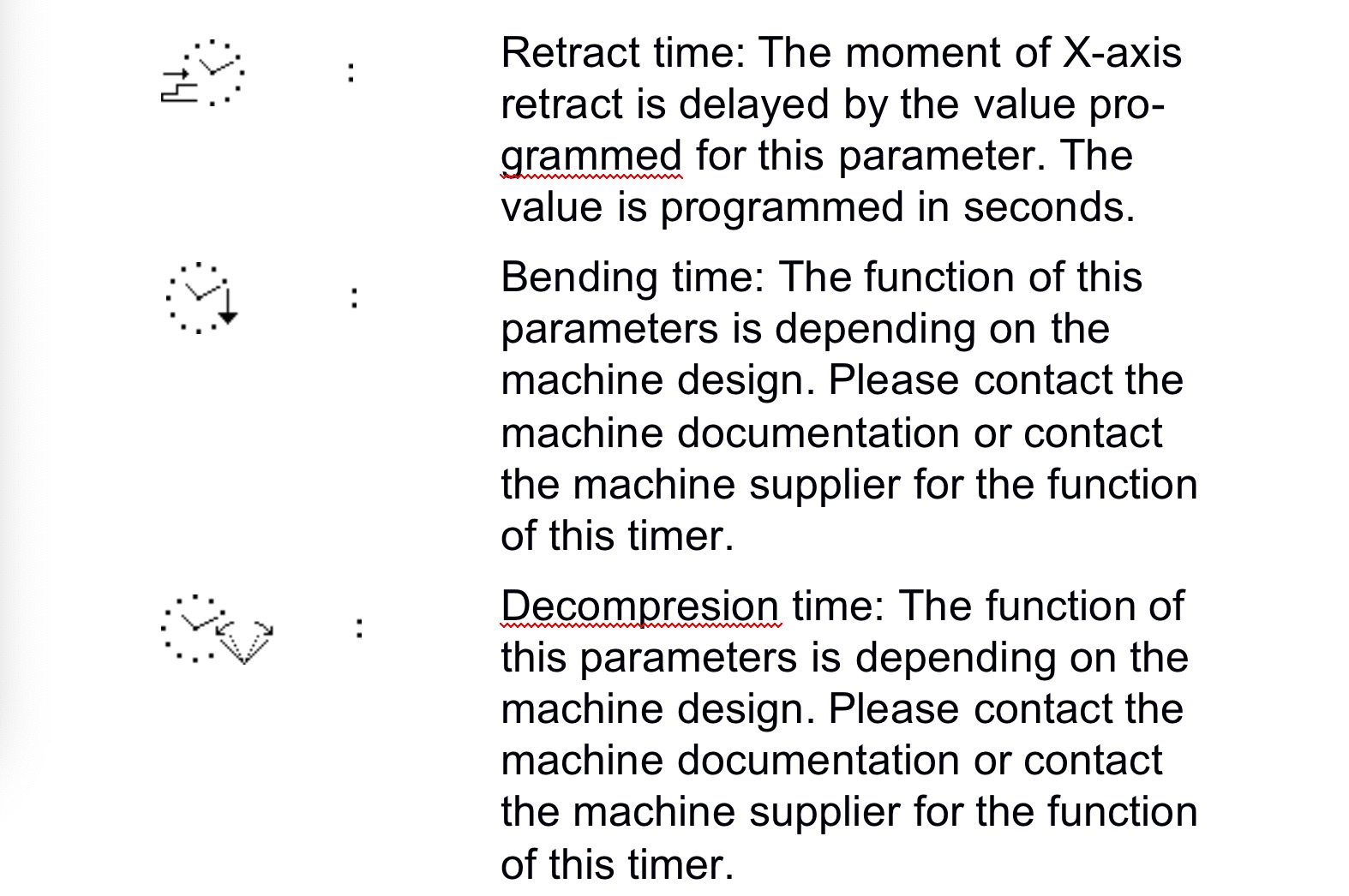
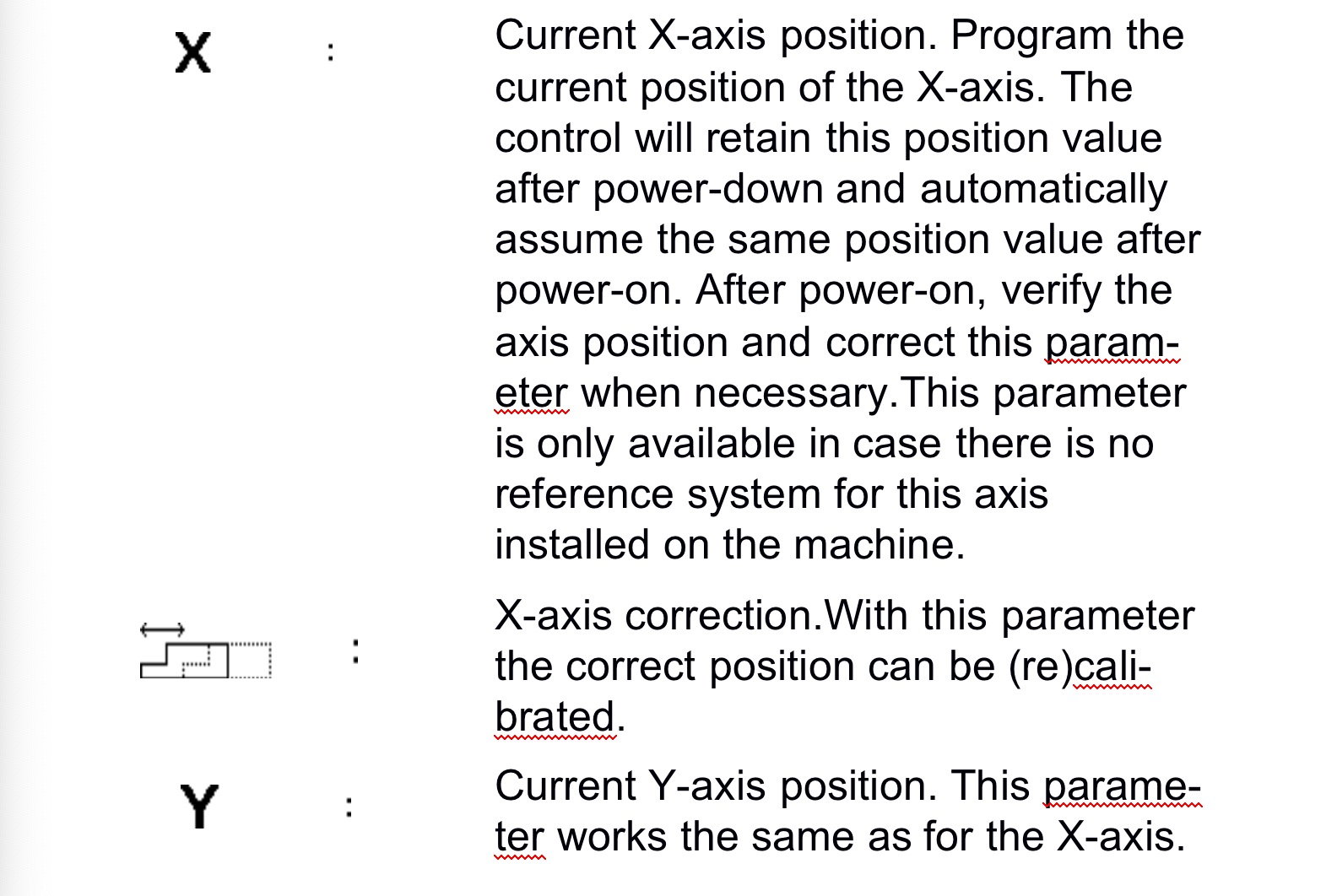
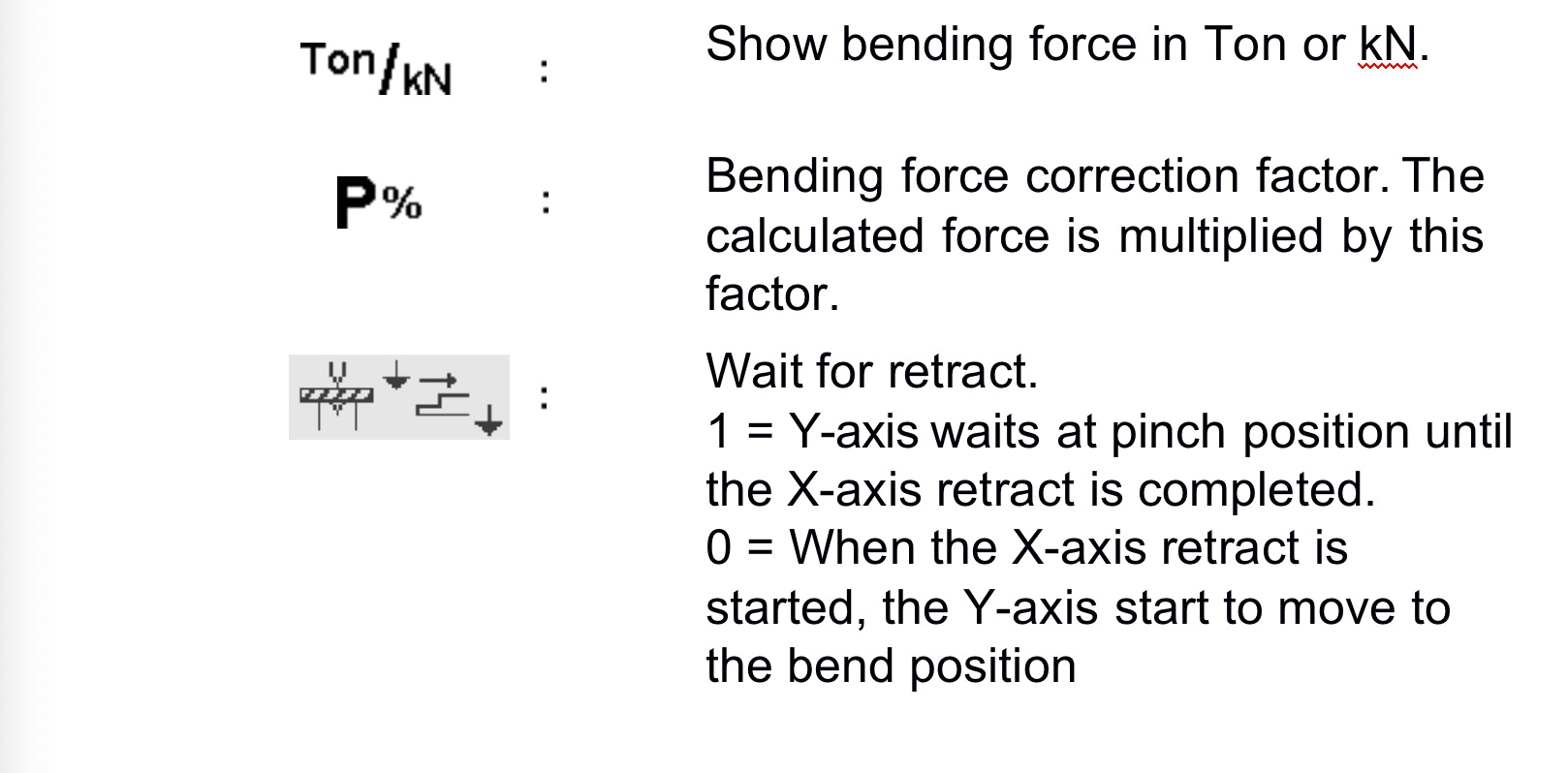
Depending on the machine specifications one or more of the below mentioned functions can be available on the program constants screen.
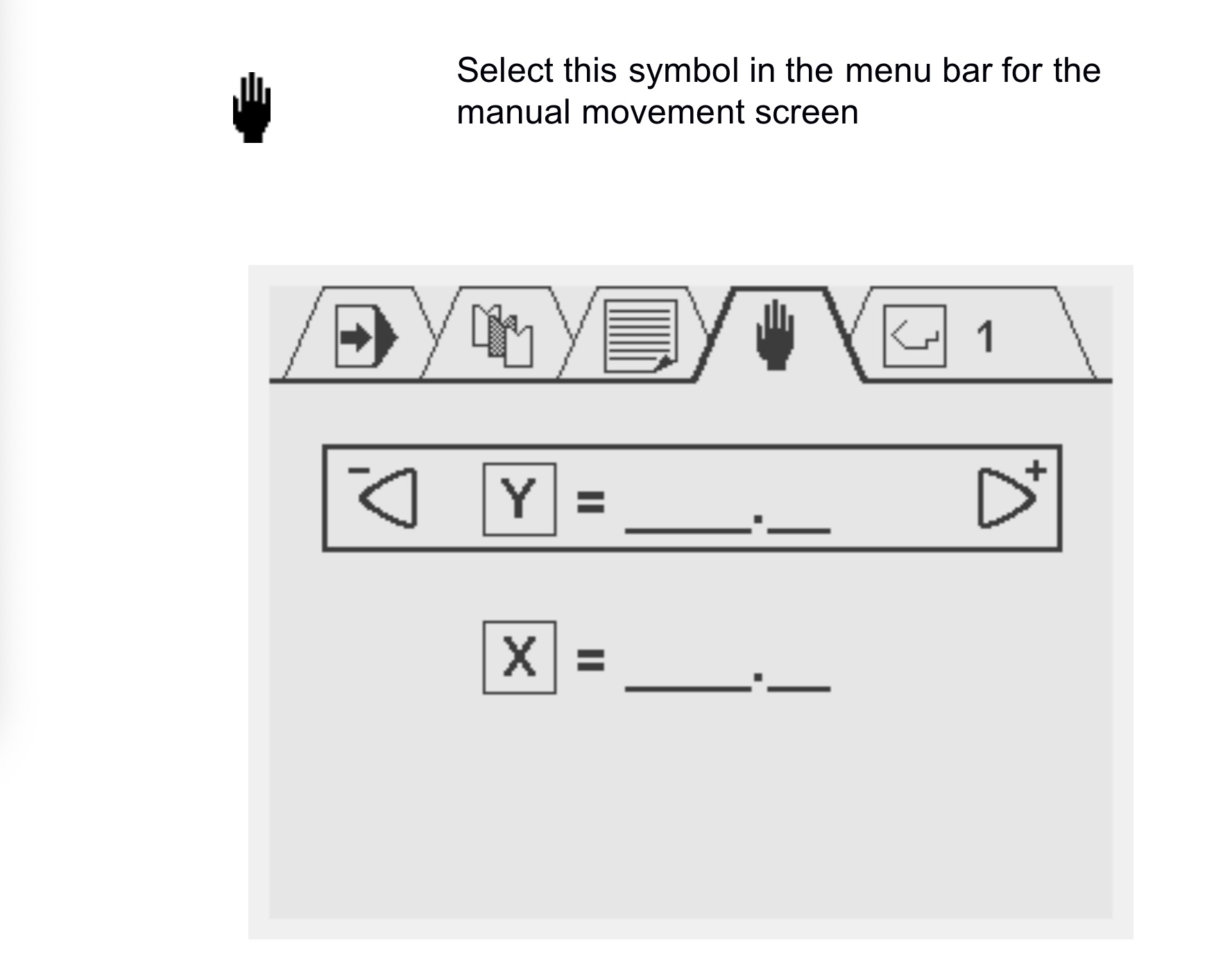
In this screen the X- and Y-axis can be moved manually with the arrow keys. This can only be done when the control is not started. By using the arrow keys up and down the Y or X-axis can be selected.To move an axis gradually, press the left or right arrow key once. To move an axis at high speed, press the arrow key continu- ously.
Product selection
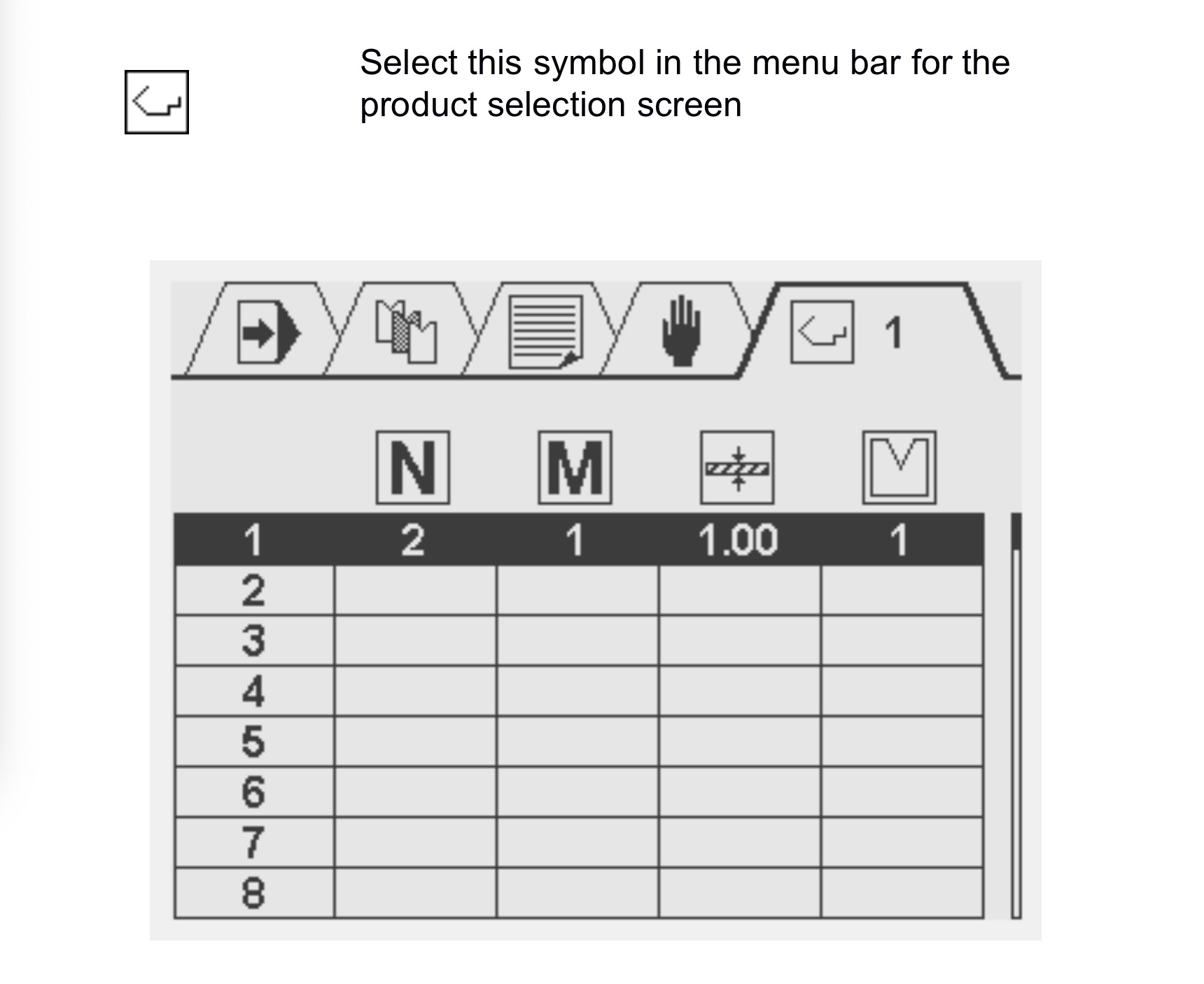
There are 100 product programs available in the control. To edit a program, it must be selected first. By default, all programs con- sist of 0 steps. As soon as a program has been selected, one step is added to the program.To select a program, move the cursor to the required program number and press ENTER to select it. This program number is also displayed in the upper right corner of the screen, beside the mode symbol.To select a program with a high number (e.g. 74), press the first digit of this number (e.g. 7). The cursor will automatically jump to the group of numbers that begin with this digit. Then use the arrow keys to get to the correct program number.When a program has been selected, the control automatically switches to the programming mode.A program remains active until another program is selected or until it is deleted.To delete a program, move the cursor to the program number and press the clear key. The program number remains, but the number of steps is reset to 0.
The control is equipped with a key lock function, to prevent unauthorised programming. Whether the key lock function is available or not depends on the machine specifications.If the control is unlocked, it can be programmed as described in this manual.If the control is locked, it is indicated by a lock symbol in the upper left corner of the programming window.

When locked, the following operational restrictions apply:
The following actions are still possible when the control is locked:
Programming of products and tools can be done very straightfor- ward.Normally, bend programs can only be programmed when tools and materials are available, so they must be programmed first. In order to execute the programmed product successfully the calibration point should be set correctly. All these aspects are described in detail in next paragraphs.
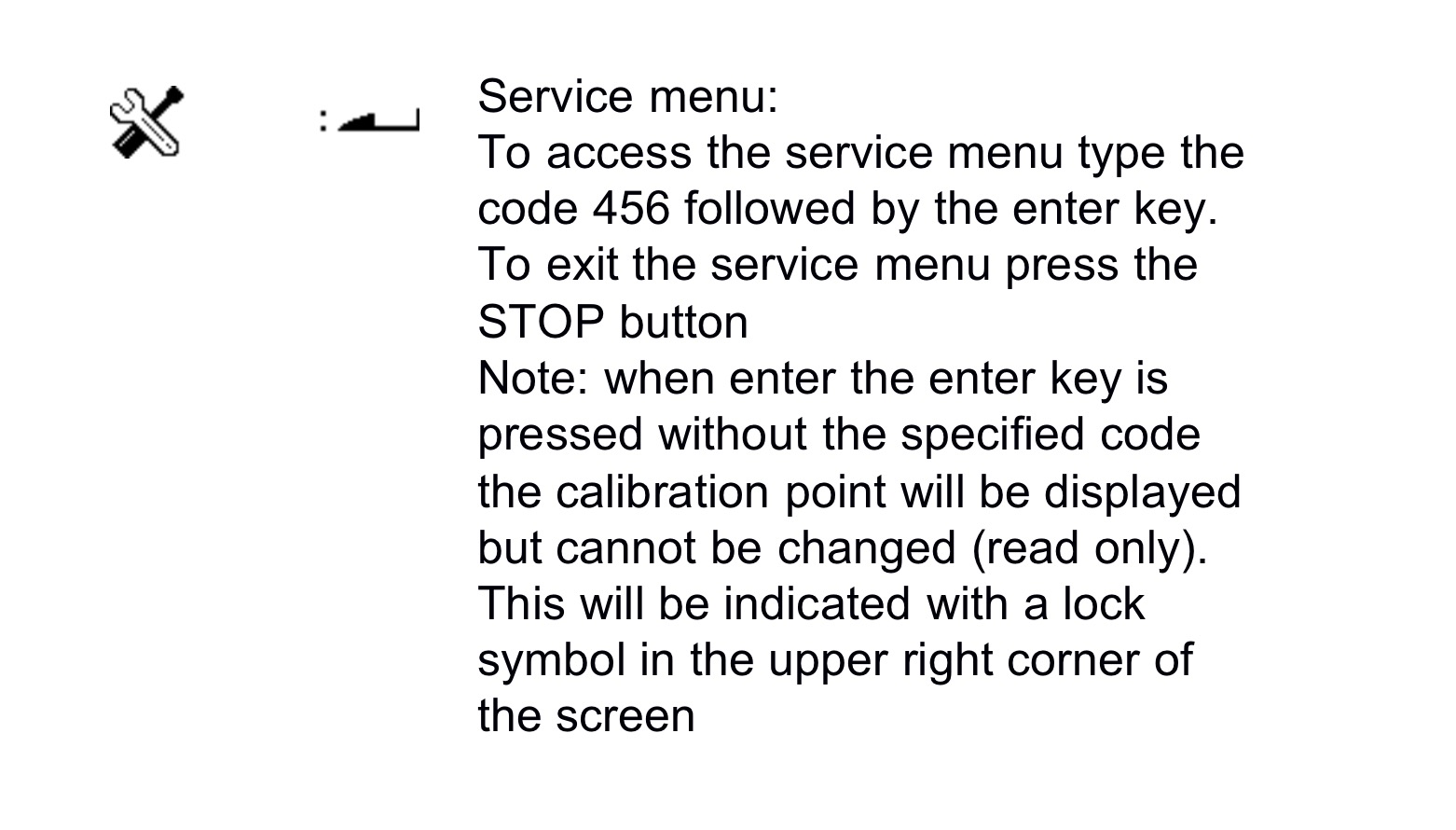
To calibrate the bending depth calculation the calibration point must be programmed. This parameter defines the Y-axis posi- tion when the tools are closed. In other words, the Y-axis posi- tion that corresponds with the situation where the lowest point of the punch is at the same level as the upper side of the V-die (pinching point with sheet thickness = 0).This calibration point parameter is available in the program con- stants menu. This procedure has to be repeated each time the height of the tools that are mounted in the machine are changed.To set the calibration point, select the service parameter in the program constants menu. Enter code 456 and press enter.
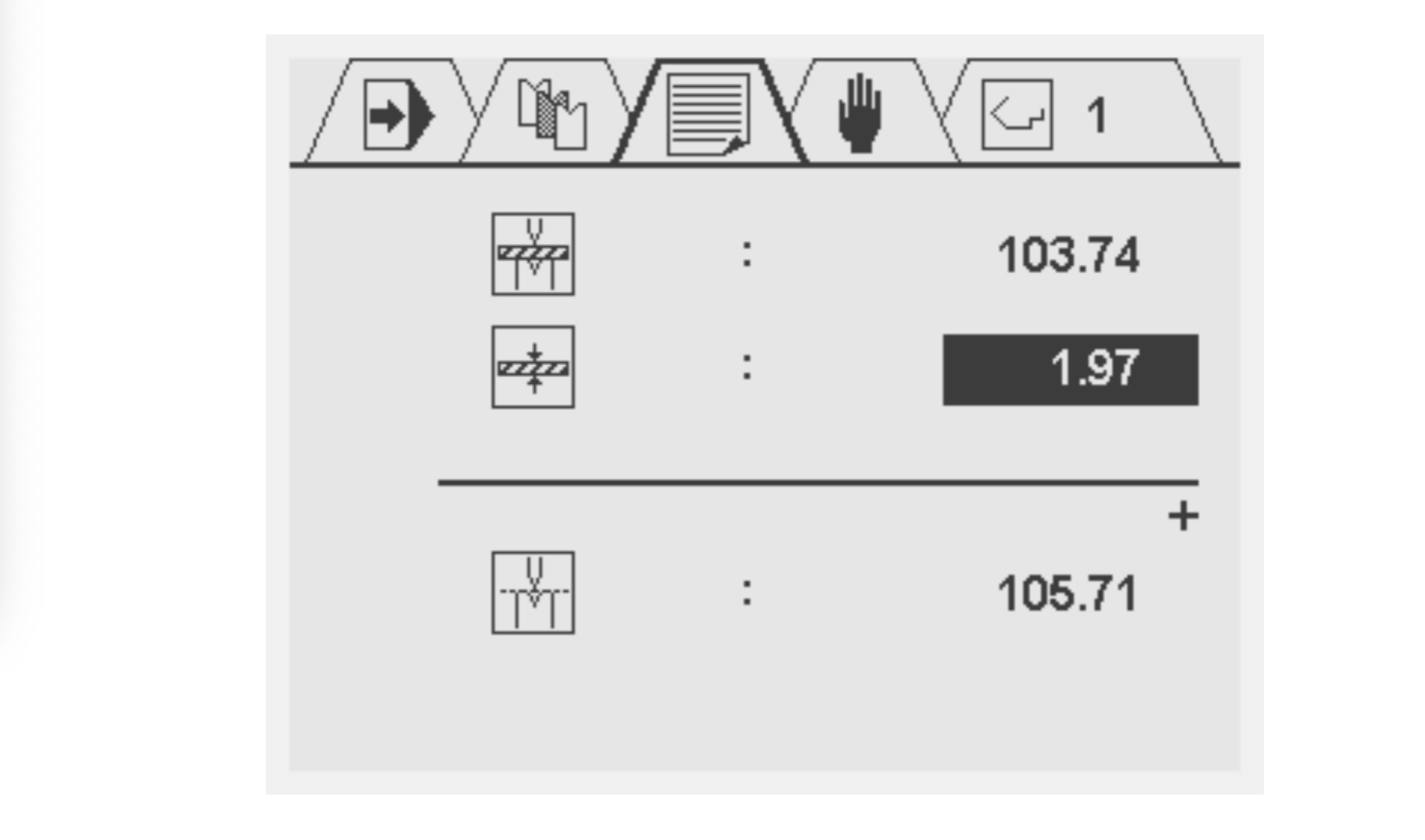
After the enter key is pressed the following screen will be dis- played. In this example the calibration point is 105.71mm.
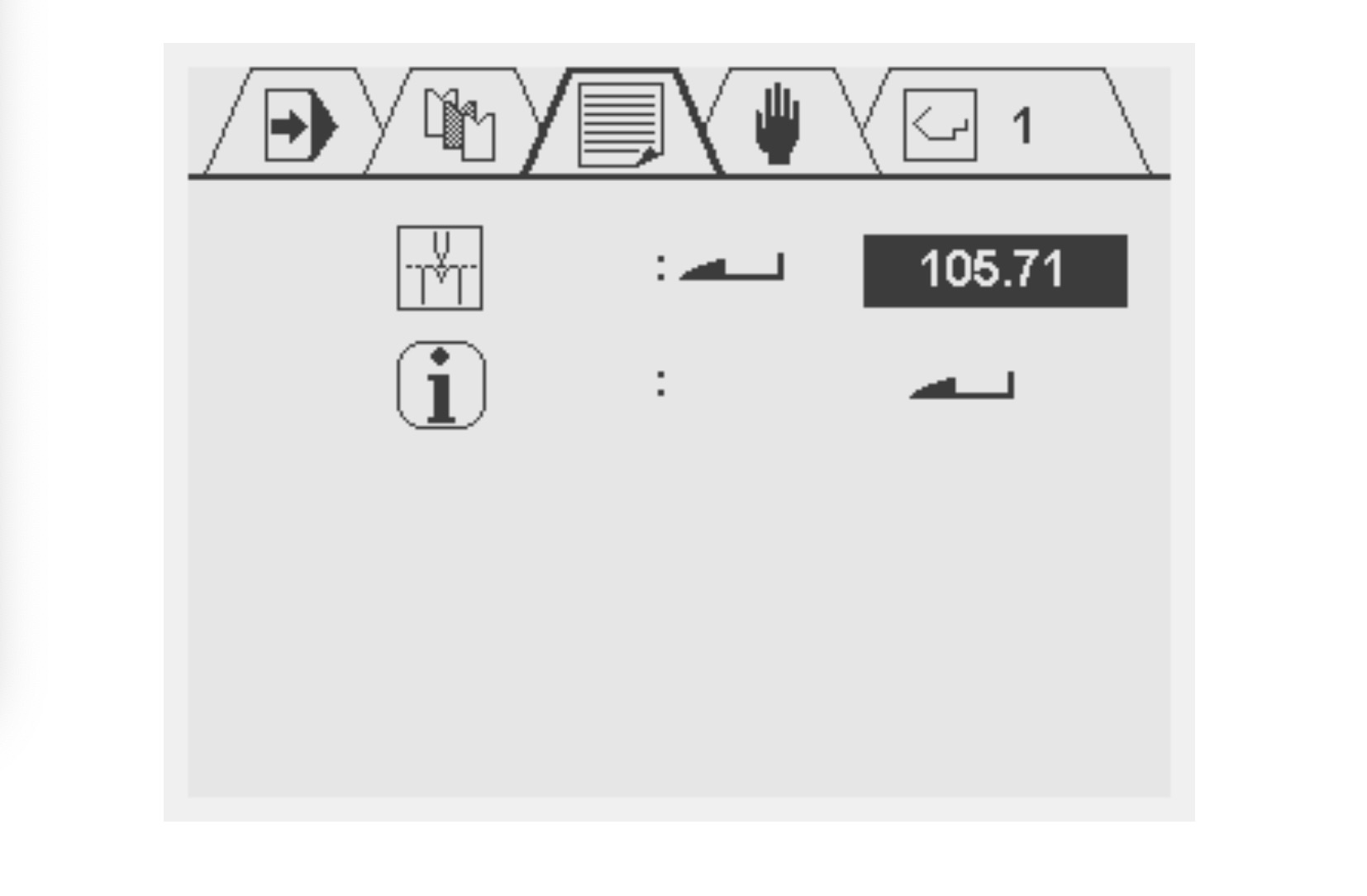
Note: when enter the enter key is pressed without the specified code the calibration point will be displayed but cannot be changed (read only). This will be indicated with a lock symbol in the upper right corner of the screen.A practical way to calibrate the machine is to place a sheet of material between the tools and find the Y-axis position at which the punch just touches the sheet (pinching point).If the enter key is pressed again on the calibration point the fol- lowing screen is opened.
The first parameter indicates the last used Y-axis position. The second parameter is to define the thickness of the sheet that has been used for the calibration. When the thickness value is entered, the calibration point is calculated automatically.To return to the previous screen, press the stop key.
In order to program or modify a tool select the tool symbol in the menu bar. A total of 15 different tools can be programmed.
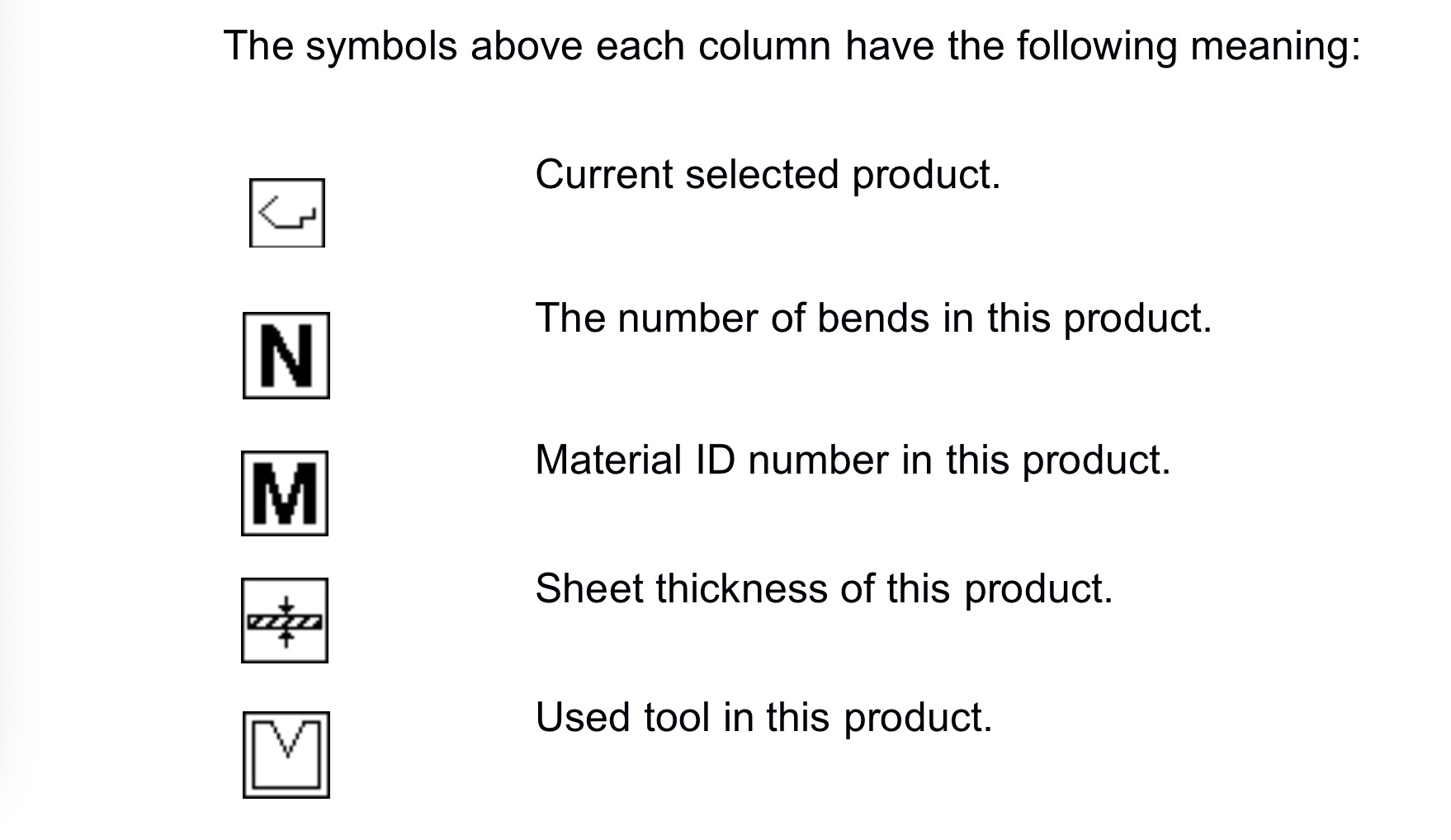
A tool is programmed by entering a few essential tool values. These values will be used for automatic bend depth calculation during bend programming.At the top of the tools window, four general tool properties are shown:

In order to create a new product, or modify an existing product select the desired product number in the product selection menu. After this switch to the programming screen. This is described in the next paragraph.
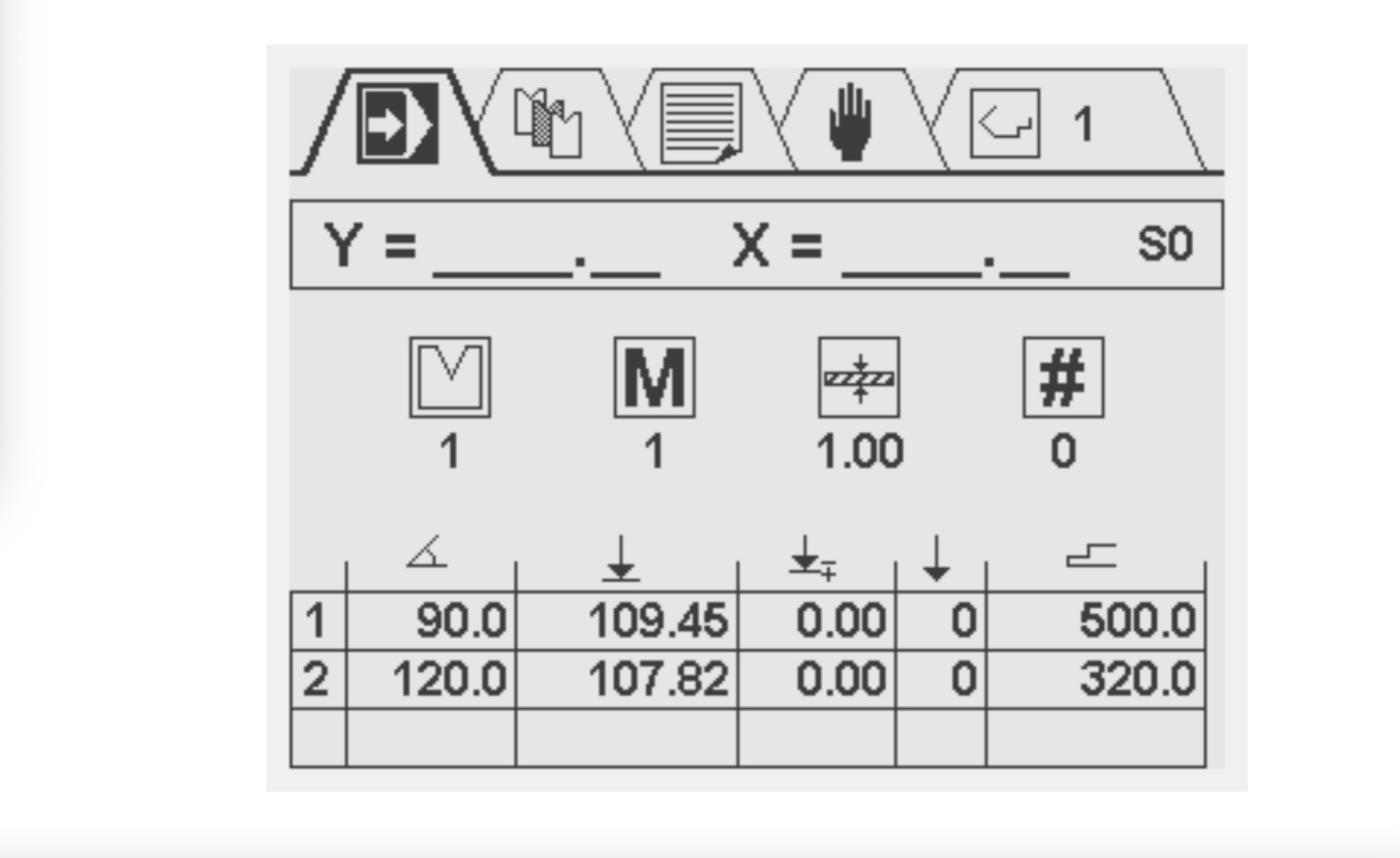
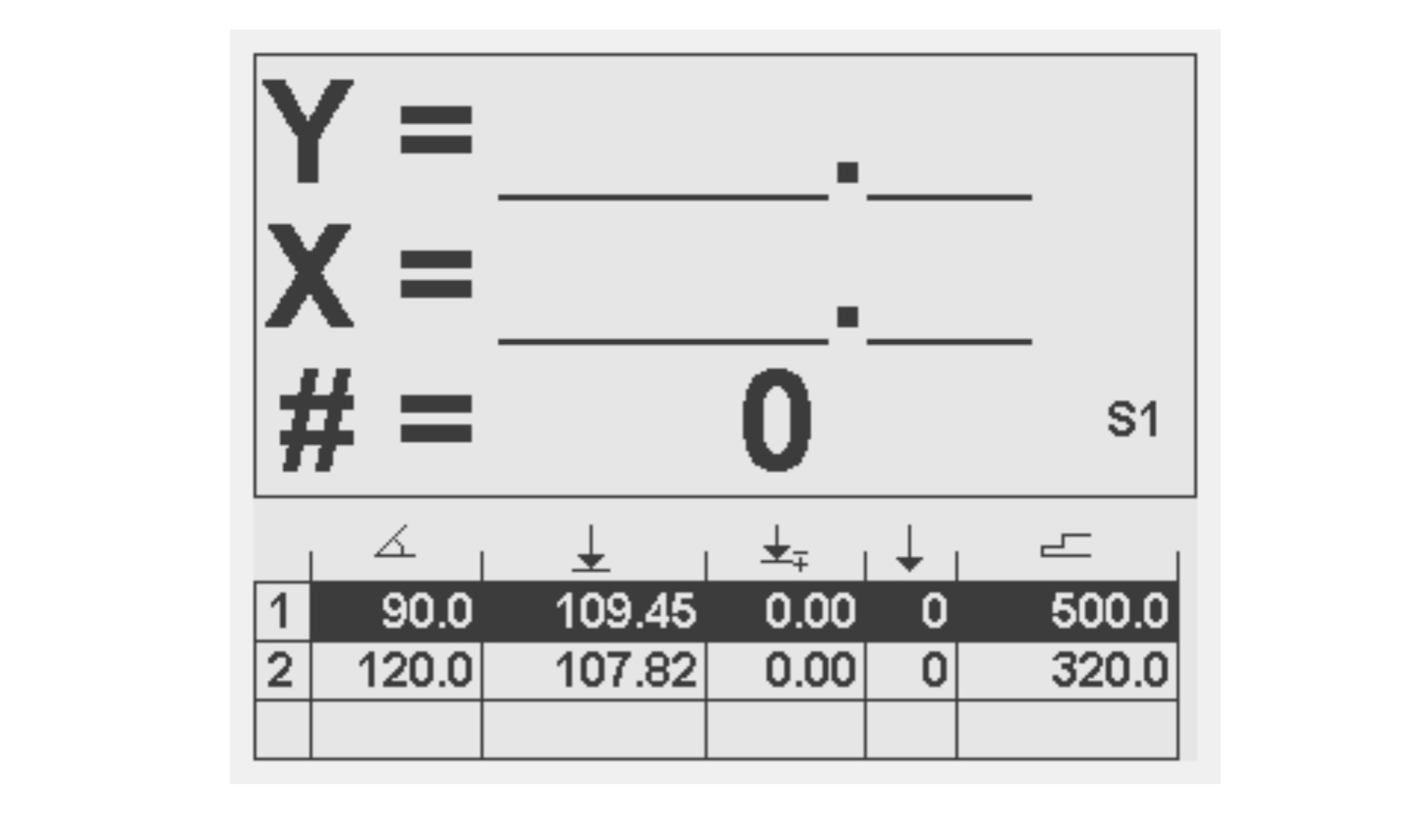
As mentioned in section 3.3, this programming screen shows, from top to bottom, the following information: current axes posi- tions, general product properties and a table with bend steps. In middle of the screen, the general product properties are dis- played:
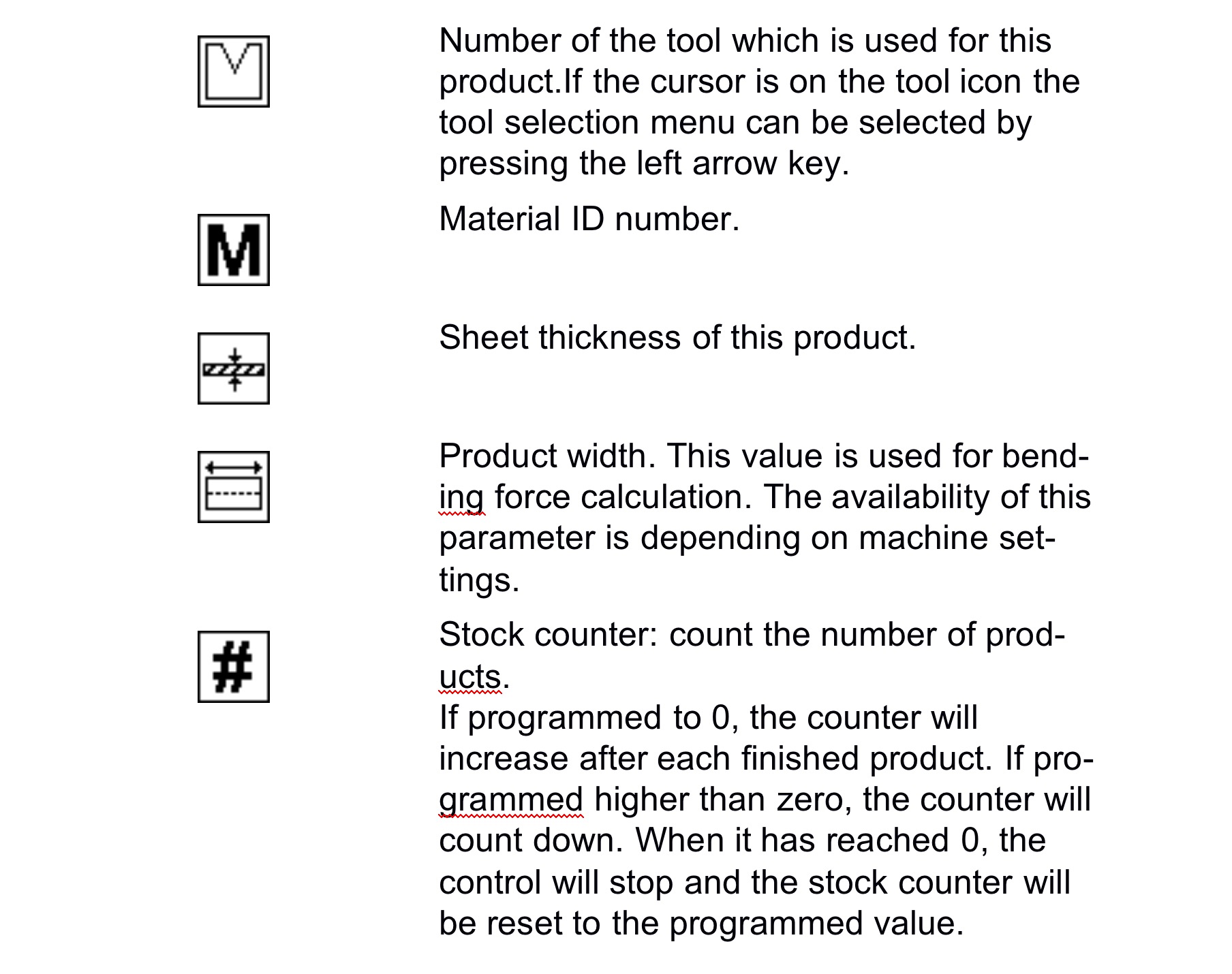
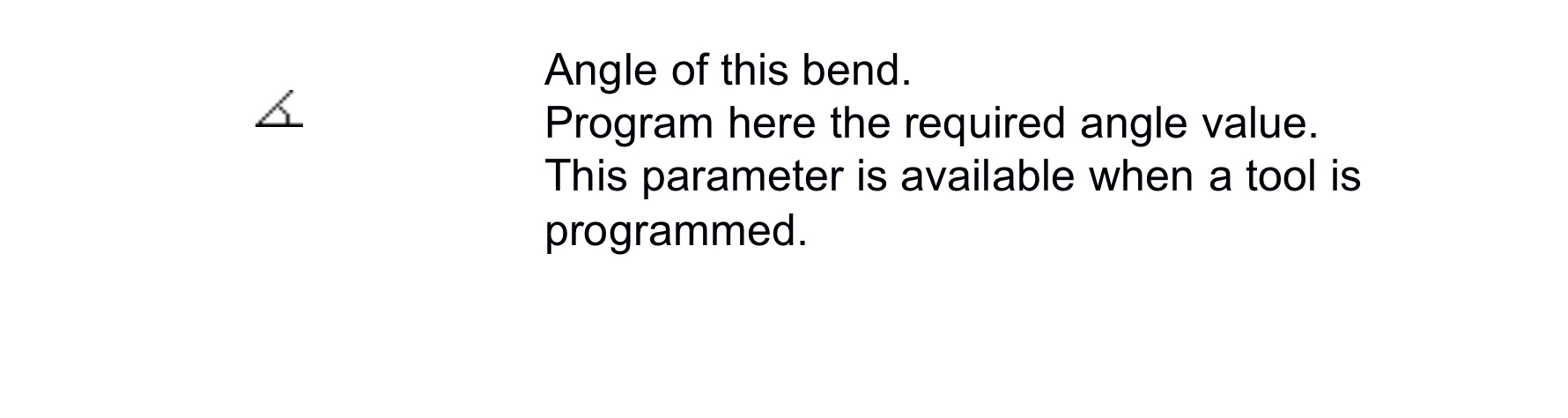
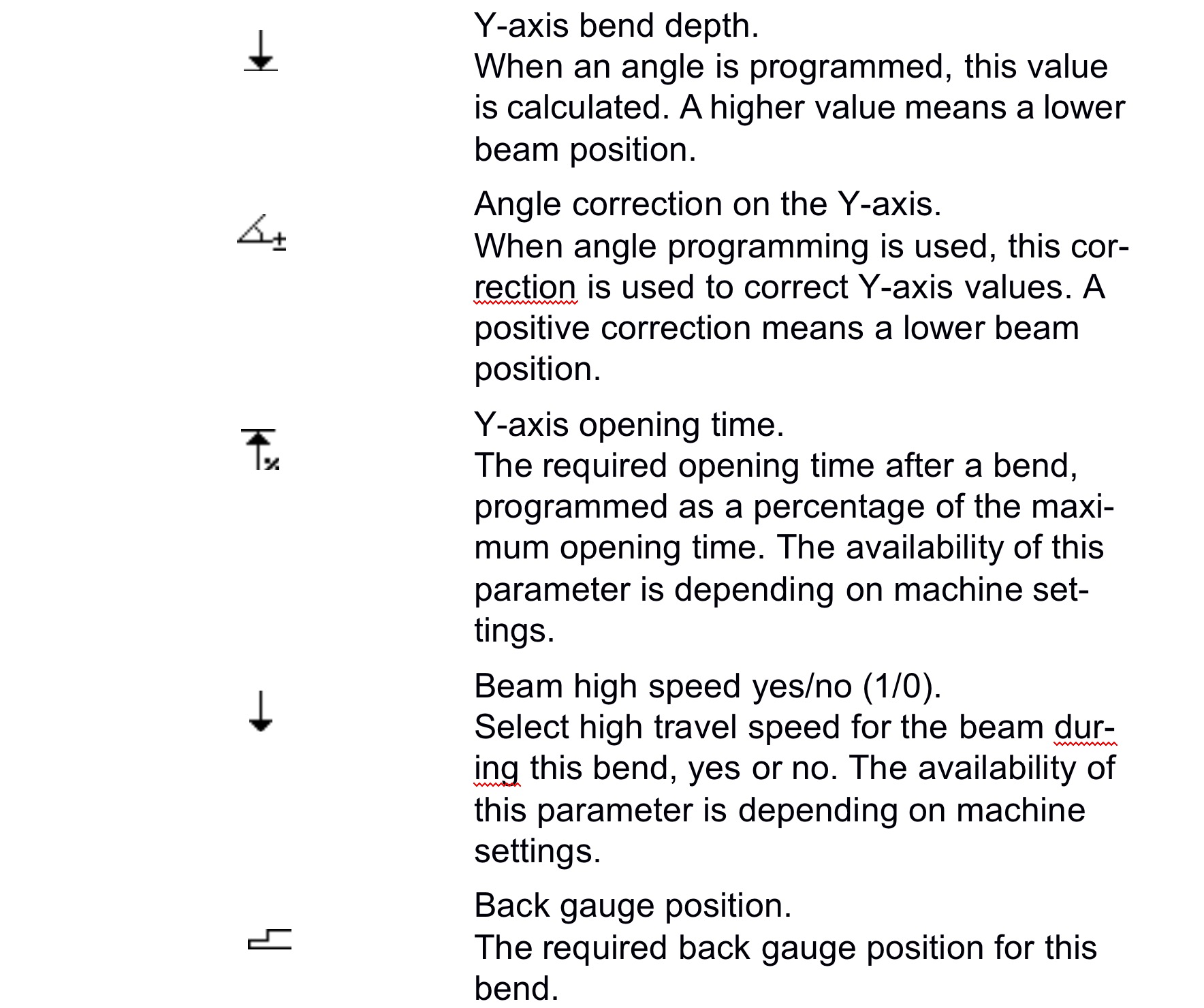
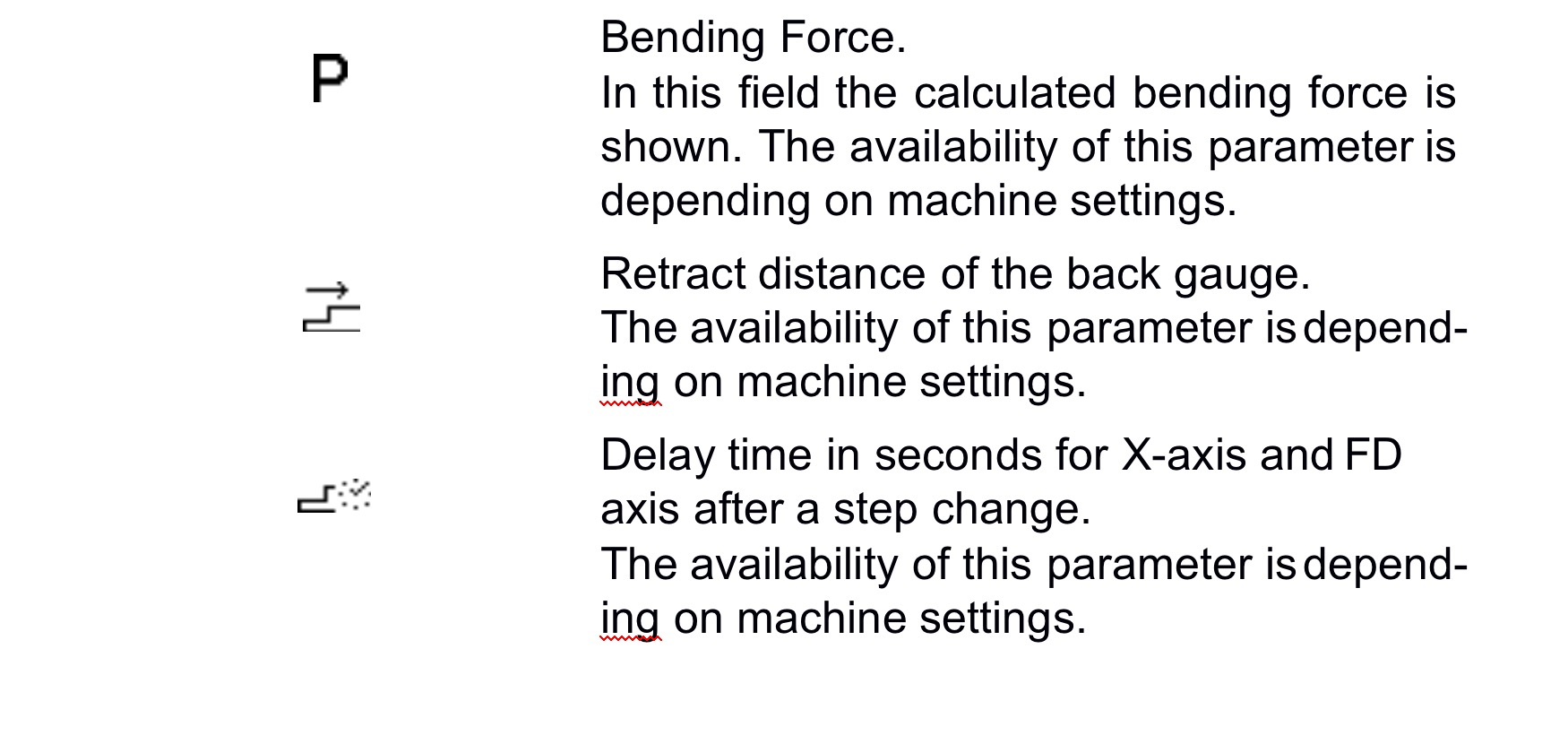
Below this line, a table is shown with the bend steps of this prod- uct. Each line represents one bend step. The first column con- tains the bend number. For each bend step, the following properties can be programmed:
A maximum of 25 bends can be programmed. For quick programming:
Use the arrow keys to move to a specific parameter. In order to add a new bend place the cursor to the first column (bend number) and press ENTER. To Delete a bend place the cursor to the first column (bend number) and press CLEAR button.
Beside the possibility to change all the parameters in the pro- gram, it is also possible to add or remove bend steps from an existing program.
To add a bend to the program:Go to the last bend of the current program, move the cursor to the first column (bend number) and press ENTER. A new bend is added, which has the same parameter values as the previous bend.
To insert a bend to the program:Select the number of the bend step after which a step should be inserted. Press the ENTER key; a copy of the selected bend step will be inserted. The cursor will automatically move to the new bend step.
To delete a bend from the program:Select the number of the bend step that should be deleted. Press the CLEAR key; the selected bend step will be deleted. The succeeding bend steps are shifted up.
The first bend cannot be deleted in the programming screen.
To delete the program, go to the program selection screen and delete the program by pressing the CLEAR key.
To create a bend program without using angular programming, program 0 for the tool number. The angle parameter will no longer be available and the plain axis values can be entered.
Program execution is carried out from the programming screen. From here, it is possible to execute one or more bend steps.
When started the actual Y and X-axis positions, together with the Stockcount value are displayed in a larger font.
A program is repeated until ‘Stop’ is pressed or until the stock counter (#) has reached 0 after down counting.
Programs can only be executed on the machine when the pump for the hydraulic system is running. If the controller is started when the pump is not running a message will be displayed.Press the enter key to clear the message from the screen.

Diagnostic screen
If the START or STOP button is pressed for 2 seconds in the automatic mode screen the DA-41 will enter its build in diagnos- tic screen. In total there are 3 screens, the arrow keys up and down can be used to navigate through the screens. The diag- nostic mode can be switched off by pressing the STOP key for 2 seconds again.
Screen1: Position overview
The programmed position, actual position and control state for the Y- and X-axis are displayed.
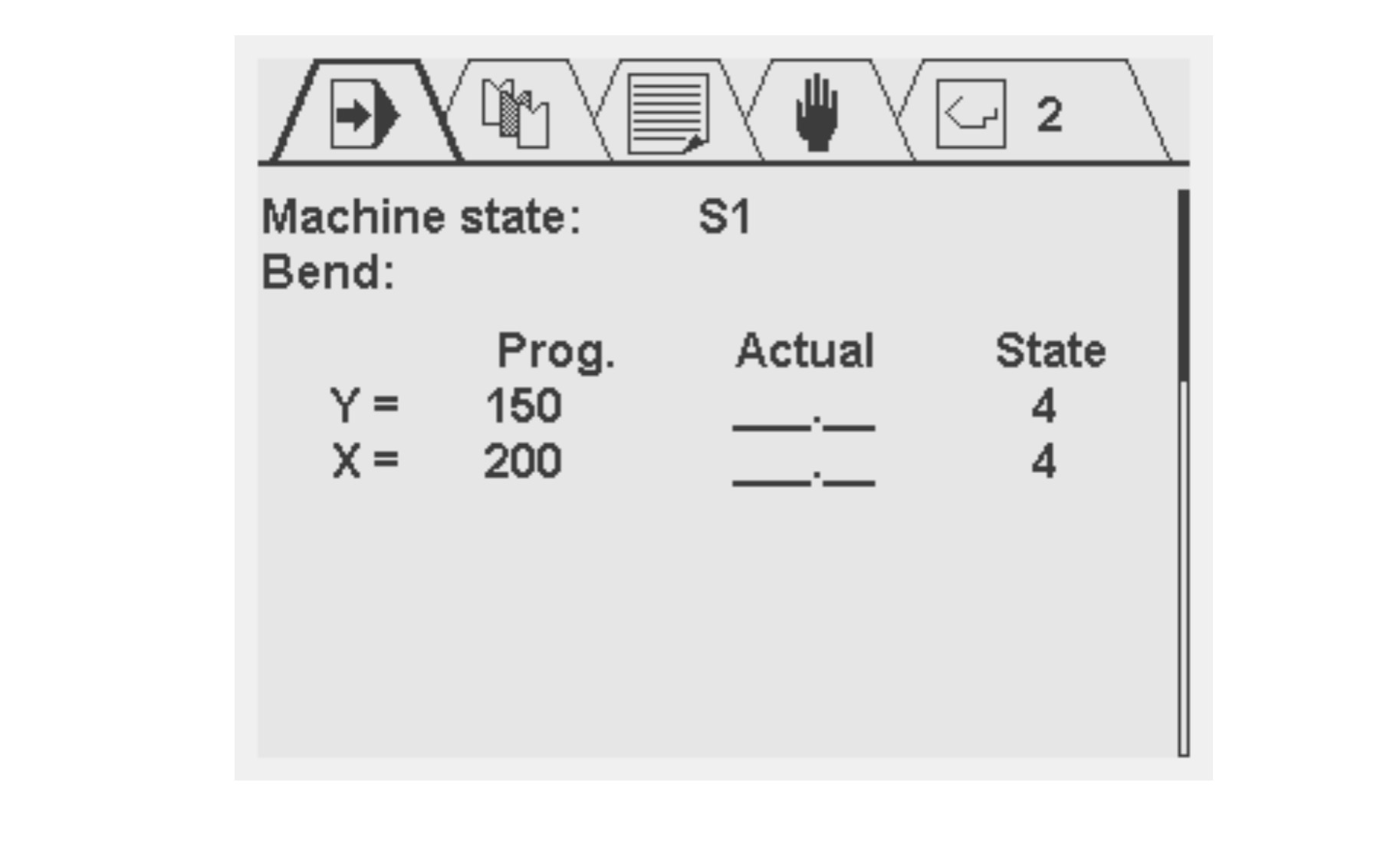
Mentioned below are the possible machine states:
S0 -> Stopped S1 -> Positioning
S2 -> Wait for Retract S3 -> Wait for LDP S4 -> Opening
S5 -> Wait for STEP S6 -> Wait for X-delay
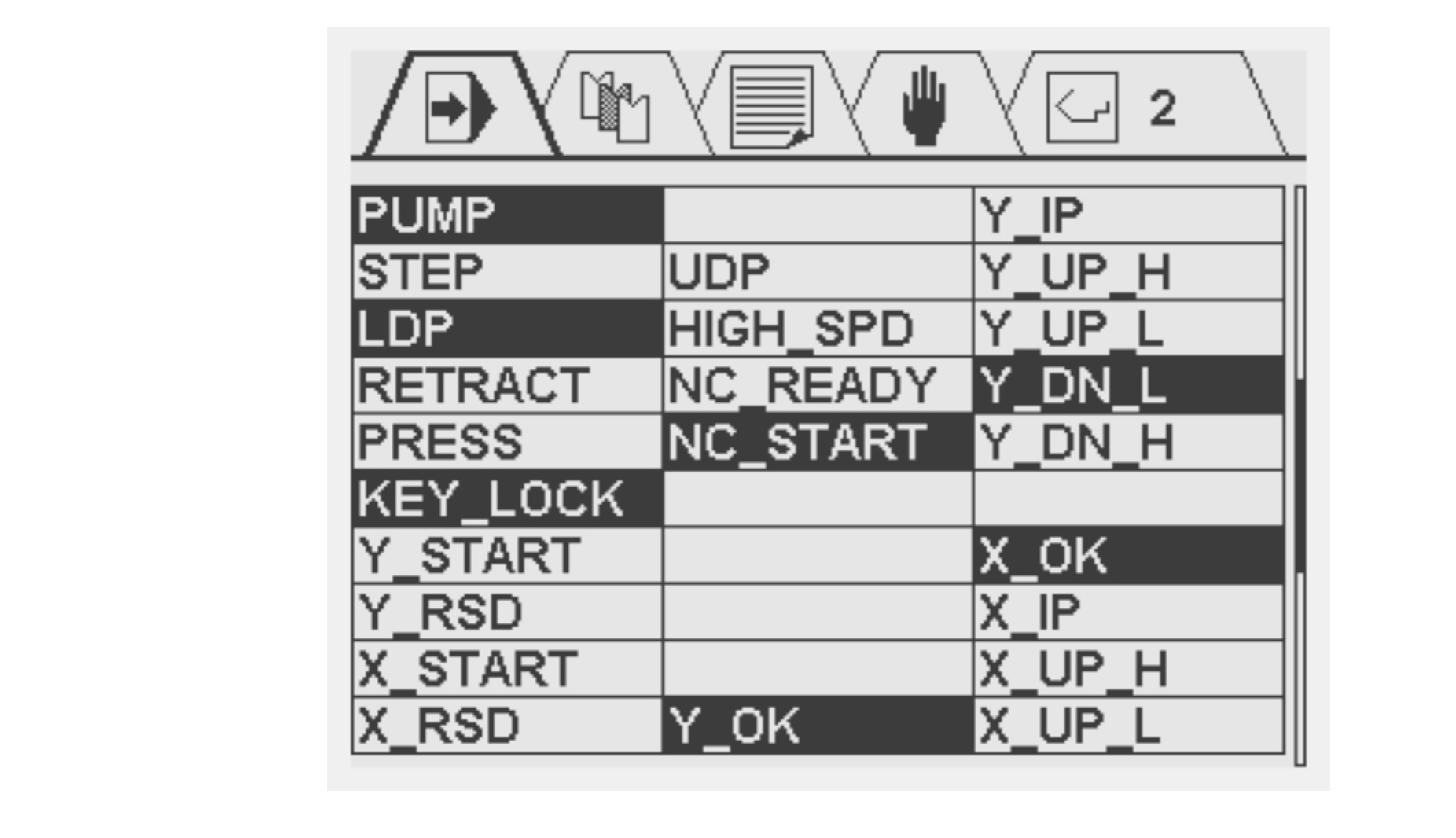
Screen2: Digital input and output signals
The status of all digital input and output signals is displayed.
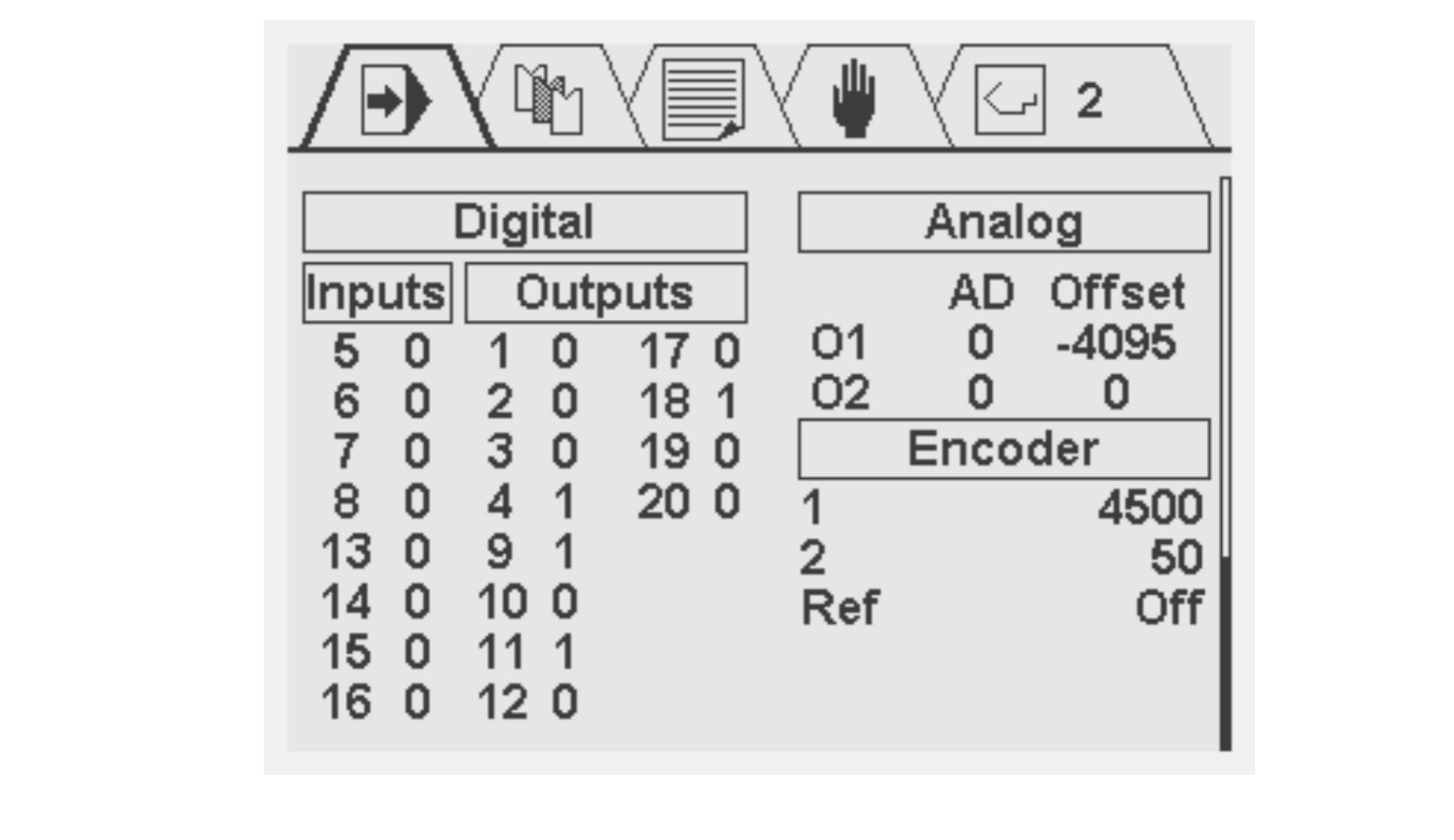
Screen3: All input and output signals
The state of all digital inputs, analog outputs and encoder are displayed.
The DA-41 controller has a build in error messaging system. The messages can be set to inform the user about the possible rea- son why a certain action cannot be executed by the controller. Listed below an overview of the messages that can be set by the controller:


The DA-41 is a compact unit for control of conventional press brakes.
 On the importance of human resources for intelligent manufacturing of sheet metal
On the importance of human resources for intelligent manufacturing of sheet metal High-precision CNC bending machine maintenance and working condition
High-precision CNC bending machine maintenance and working condition CNC Press Brake failure how to do
CNC Press Brake failure how to do Large double machine linkage CNC Press Brake technology
Large double machine linkage CNC Press Brake technology Precautions for the use of hydraulic shearing machine
Precautions for the use of hydraulic shearing machine
